弯管机平台-弯管机-长治首钢
弯管机弯曲加工的方法多种多样,按弯曲方式不同可分为绕弯、推弯、压弯和滚弯;按弯曲时加热与否可分为冷弯和热弯;按弯曲时有无抽芯可分为有芯(填料)弯管和无芯(填料)弯管。下面就各种方法做简单介绍:按弯曲方式不同。
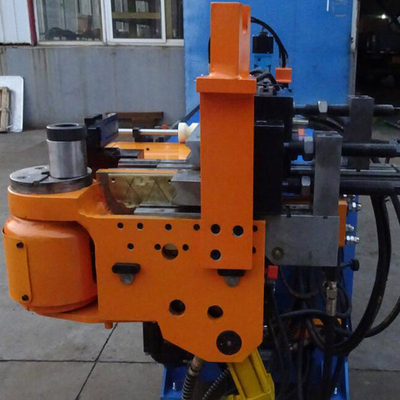
绕弯是常用的弯管方法之一,它分为手工弯管和动力弯管两类:手工弯管是利用简单弯管装置对管材进行弯曲加工,弯管机平台,一般小直径(管材外径D≤20mm)管材,弯管机调试,由于弯曲力矩较小采用冷弯,而较大直径的管材,多采用热弯或液压和电力驱动弯管,手工弯管不需*的弯管设备,由于其弯管装置制造成本低,调节使用也方便,故适用于没有*弯管设备的小批量生产中。






数控弯管机上的伺服电机养护:伺服电机虽然拥有很高的防护等级,可以用在多尘、潮湿或油滴侵袭的场所,但并不意味着你就能把它浸在水里工作,应尽量将其置于相对干净的环境中。如果伺服电机连接到一个减速齿轮,使用伺服电机时应当加油封,弯管机,以防止减速齿轮的油进入伺服电机。定期检查伺服电机的固定部件,确保连接牢固;定期检查伺服电机输出轴,确保旋转流畅;定期检查伺服电机的编码器连接线以及伺服电机的电源连接器,确认其连接牢固;及时清理伺服电机上面的灰尘、油污,确保伺服电机处于正常状态。在伺服电机移动的情况下,弯管机手动,应把电缆牢固地固定到一个静止的部分,并且应当用一个装在电缆支座里的附加电缆来延长它,这样弯曲应力可以减到小。

按故障发生的部位分类:主机故障弯管机的主机通常指组成数控机床的机械、润滑、冷却、排屑、液压、气动与防护等部分。主机常见的故障主要有:
因机械部件安装、调试、操作使用不当等原因引起的机械传动故障因导轨、主轴等运动部件的干涉、摩擦过大等原因引起的故障因机械零件的损坏、联结不良等原因引起的故障,等等
主机故障主要表现为传动噪声大、加工精度差、运行阻力大、机械部件动作不进行、机械部件损坏等等。润滑不良、液压、气动系统的管路堵塞和密封不良,是主机发生故障的常见原因。数控机床的定期维护、*.控制三漏”现象发生是减少主机部分故障的重要措施。

弯管机平台-弯管机-长治首钢由长治钢铁(集团)锻压机械制造有限公司提供。长治钢铁(集团)锻压机械制造有限公司(changzhigangtie.tz1288*)是从事“卷板机,校平机,弯管机,型弯机”的企业,公司秉承“诚信经营,用心服务”的理念,为您提供*的产品和服务。欢迎来电咨询!联系人:马经理。





