恒锋数控(在线咨询)-锯片铣刀-锯片铣刀铣槽








硬质合金锯片铣刀修磨,钨钢锯片铣刀修磨详细介绍:
钨钢锯片铣刀、高速钢锯片铣刀、焊接钨钢锯片铣刀均可以再修磨和再涂层,从而大大节省原材料和刀具的使用成本,生产效率提高的同时产品的制造成本也降低了,一举多得还更加环保,正常受损情况下可以修磨多次,从而使得锯片可以反复使用,使客户的刀具使用成本低,产能和效率也同样得到保障。

高速钢锯片铣刀
高速钢锯片铣刀详细介绍
材质:高速钨钼合金钢,高速钨钼含钴合金钢
锯片外径:8-1000MM
锯片厚度:0.12-23MM
锯片内孔:2MM以上提供各种规格锯片铣刀
尺寸规格:外径phi 20-1000mm,孔径phi 5-40mm,锯片铣刀铣槽,厚度 0.2-6.0mm
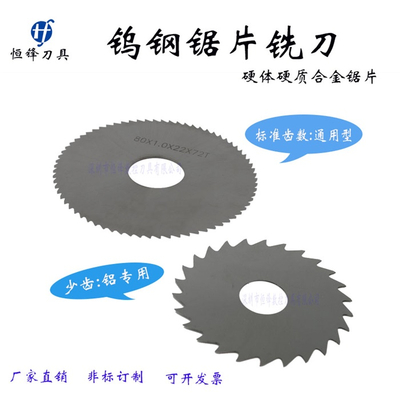
齿型:粗齿,中齿,细齿
开齿方式:铣齿,磨齿(外圆phi 50以上,齿距25以下,中齿锯片铣刀,厚度6以下)
齿形:尖齿,圆弧齿,交错齿
锯片表面处理:分本色,氮化,镀钛
材质:M2及超硬高速钢材料
用途:主要用于中硬以下金属材料窄而深的槽加工或切断。也可用于非金属的铣削加工。超硬材料锯片铣刀和镀钛锯片铣刀主要用于难切削材料(耐热钢,不锈钢等高强度钢)的铣削加工。
注意:可根据客户的需要定做所需外径、内孔、厚度、齿数及外表的不同处理。
适用材料:普通钢材、不锈钢、铝合金、塑料、木材等材料的铣削、剖沟加工及锯切、切断、下料等。
适用机械:铣床,管材下料机,管材加工机械,切管机,金属圆锯机,锯切机床等。

如今关注锯片铣刀技术发展的人会面对一个有趣的现象,即锯片铣刀技术的发展已明显地不再局限于以提高锯片铣刀应用的经济性和效率为目的而去持续改善产品的性能。人们获得了另一种印象:锯片铣刀作为一个工艺因素,正逐渐从仅仅是一种工具的角色中摆脱出来。
所以长期以来,人们把锯片铣刀看作是为实现加工过程而选用的一个机床部件,锯片铣刀潜力的发挥通常因机床的能力而受到限制。与此不同,锯片铣刀,如今的观点是:根据锯片铣刀的性质,锯片铣刀可以扩展机床的功能。
发生这种变化的原因是锯片铣刀制造业的角色转变,如今,锯片铣刀制造商有一种*的自我意识,即不再只是供应所需的锯片铣刀,而是对复杂的加工问题给出可用的解决方案。

锯片铣刀制造商与用户的密切配合
而锯片铣刀*开发的前提是锯片铣刀制造商、机床制造商与用户的合作,锯片铣刀厚度,没有这样的协作,制造技术和材料开发领域的发展就难以奏效。
大连企业经过研究表明:一是采用金刚石涂层的整体硬质合金滚刀,用于加工制作Airbus380上含硅量25%的铝合金构件;二是用于车-铣加工中心的带柄滚刀,该滚刀可用热装夹头装夹,使用可靠。
在齿条加工方面,有的锯片铣刀可以缩短加工链。可转位硬质合金齿条加工成组铣刀,能用于粗、精加工,可省去对淬硬齿条的磨削加工,因此可省去一台机床。
中齿锯片铣刀-锯片铣刀-非标可定制厂家*由深圳市恒锋数控刀具有限公司提供。深圳市恒锋数控刀具有限公司(www.tz1288*)为客户提供“数控刀具;机用刀片;车刀;螺纹刀具;刀柄;铣刀;”等业务,公司拥有“三菱系列,东芝系列,京瓷系列”等品牌。专注于刀具、夹具等行业,在广东 深圳 有一定*度。欢迎来电垂询,联系人:张中梅。同时本公司(www.hfsk888*)还是从事钨钢立铣刀,涂层立铣刀,硬质合金立铣刀的厂家,欢迎来电咨询。






