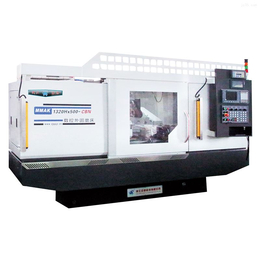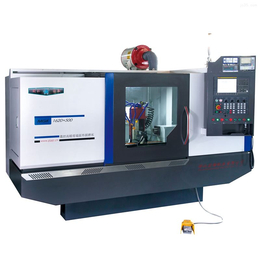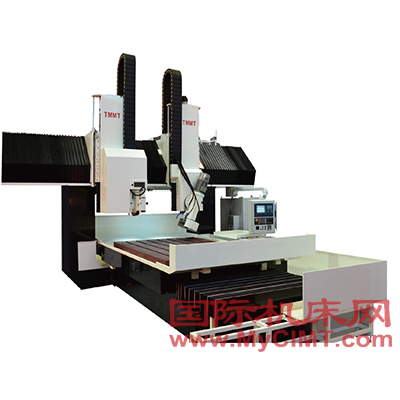


数控龙门导轨磨床的发展现状与未来的发展趋势
¥900000元/台
中国 河北 沧州
来电请说明在第一枪看到,谢谢!

 摘要:数控龙门镗铣床,龙门导轨磨床,数控龙门加工中心 ,数控龙门移动镗铣床,铸铁平台出现冷纹的原因及改
摘要:数控龙门镗铣床,龙门导轨磨床,数控龙门加工中心 ,数控龙门移动镗铣床,铸铁平台出现冷纹的原因及改善方法:龙门磨床铸铁划线平台在铸造的过程中会出现冷纹缺陷,出现这种缺陷的原因是:熔汤前端的温度太低
,相叠时有痕迹。下面由河北腾升数控装备有限公司为您分析可能会改变划线平台铸件的质量,但是铸造…
数控龙门镗铣床,数控龙门导轨磨床,龙门加工中心
龙门移动镗铣床.铸铁平台出现冷纹的原因及****方法:龙门磨床.铸铁平台在铸造的过程中会出现冷纹缺陷,出
现这种缺陷的原因是:熔汤前端的温度太低,相叠时有痕迹。下面由河北腾升数控装备有限公司为您分析可能会
改变划线平台铸件的质量,但是铸造是一个变化多样的生产方式,谁也没有十分的把握控制产品的质量,只能是
尽可能的向好处控制。
龙门磨床****方法:
1、龙门磨床.加真空裝置可能有用;
2、加大逃气道可能有用;
3、缩短充填时间;
4、改变充填模式;
5、****模温;
6、****熔炼温度;
7、检查合金成分;8、检查形狀是否不易充填;距离太远、封閉区域(如鳍片(fin)、凸起)、被阻挡区域、圆角太小等均不易
充填,並注意是否有肋点或冷点;
9、检查龙门磨床壁厚是否太薄(設計或制造),较薄的区域应直接充填性能及特性:
1、 机床采用定梁龙门框架式结构,刚性强,精度稳定,适用于机床业制造业的各类导轨及平面的精加工模具制
造业的平面精加工。
2、 横梁为斜背式导轨及阶梯式导轨,力学性能优良。
3、 工作台纵向( X 轴)运动采用液压驱动方式,运行平稳,配置比例流量阀及远程无级调速,操作简便,实
用。
4、 卧磨头砂轮主轴采用动静式主轴,并配置*液压源,精度高,使用寿命长,立磨头砂轮轴采用高精滚动轴
承结构,磨头可手动旋转,配置****砂轮修正装置,可任意修正砂轮,磨削工艺性好。
5、 机床( Y、Z)横向、垂直运动采用伺服驱动,可实现自动循环磨削,配置电子手轮可微量进给,操作方便
。
6、 机床配有自动润滑系统,并有缺油报警功能,确保各导轨润滑顺畅可靠。
技术参数 MK系列平面、导轨龙门磨床
工作台面积 2000×1000;3000×1600;4000×1600;5000×2000;
6000×2000;8000×2000mm
加工范围
加工范围
2000×1400×850,3000×1800×850,4200×1800×850,
5000×2400×1000,6000×2400×1000,8000×2400×1000mm
主轴中心至台面距离 (卧轴) 200~1000~1200mm
主轴中心至台面距离 (立轴) 0~650mm 0~850mm
工作台载重量 4000~10000kg 1200kg
卧磨头电机功率 11kw
立磨头电机功率 7.5kw
工作台纵向移动速度 4~20m/min 5~18m/min
磨头横向移动速度 40~1200mm/min
磨头垂直移动速度 40~1000mm/min
垂直及横向手轮每格进给量 0.005mm
液压箱电机功率 7.5kw 15kw
横进给电机功率 3kw
垂直进给电机功率 3kw(带电磁刹车装置)
卧磨头砂轮 Φ500x75xΦ203mm
立磨头砂轮 Φ400x60xΦ127mm
以上内容为数控龙门导轨磨床的发展现状与未来的发展趋势,本产品由泊头南德数控机床有限公司直销供应。
声明:第一枪平台为第三方互联网信息服务提供者,第一枪(含网站、小程序等)所展示的产品/服务的标题、价格、详情等信息内容系由会员企业发布,其真实性、准确性和合法性均由会员企业负责,第一枪概不负责,亦不负任何法律责任。第一枪提醒您选择产品/服务前注意谨慎核实,如您对产品/服务的标题、价格、详情等任何信息有任何疑问的,请与该企业沟通确认;如您发现有任何违法/侵权信息,请立即向第一枪举报并提供有效线索。我要举报