超音速电弧喷涂-电弧喷涂-濮阳天宇机械(查看)
面议
中国
来电请说明在第一枪看到,谢谢!







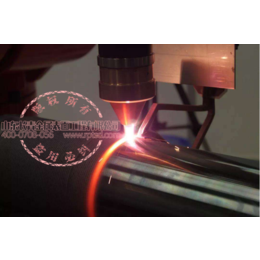
火焰喷涂技术作为一种新的表面防护和表面强化工艺,电弧喷涂公司,在近 20年里得到了迅速发展,已成为金属表面工程领域中一个十分活跃的分支。用火焰为热源,将金属与非金属材料加热到熔融状态,在高速气流的推动下形成雾流,喷射到基体上,喷射的微小熔融颗粒撞击在基体上时,产生塑性变形,成为片状叠加沉积涂层。
火焰喷涂技术的缺点:①喷涂层与基体结合强度较低,不能承受交变载荷和冲击载荷;②基体表面制备要求高;③火焰喷涂工艺受多种条件影响,电弧喷涂,涂层质量尚无有效检测方法。

施胶:
1.先预热已喷砂的设备,将RJ-C-14设备**材料A、B组分按38:1(重量)比例混合搅拌均匀(气温较低时,超音速电弧喷涂技术,可以将RJ-C-14组分设备**材料加热至30~40℃,使材料容易搅拌),用批刀或塑料刮板将混合后的*材料涂于设备磨损部位,超音速电弧喷涂,朝一个方向涂抹,一边涂抹一边压实;使用刮板将涂层的材料表面修理平整;
2.固化:在常温30℃下24小时自然固化,不同条件可延长固化时间。

铝、锌液侵蚀磨损*陶瓷涂层
特点:熔融铝、锌液活性*高,被称为各种金属的“溶剂”,能与各种金属发生铝热反应形成金属间化合物,使金属被严重侵蚀,成为铝、锌有色冶金工业的一大难题。采用*陶瓷与金属陶瓷覆层,具有优异的耐高温,润湿角小,*铝、锌液侵蚀,耐镀铝、锌制件磨损等综合性能,显着延长与铝、锌液接触的金属制件的寿命。
性能:陶瓷涂层厚度:0.5~1.0mm
使用温度:680~720℃(铝),~460℃(锌)
使用环境:熔融铝、锌液
镀铝、锌薄板速度:20~50m/s
应用:热浸镀铝槽用炉辊、支架;热浸镀锌槽、锅等用的炉辊及搅拌器,支架等。

超音速电弧喷涂-电弧喷涂-濮阳天宇机械(查看)由濮阳天宇机械设备有限公司提供。濮阳天宇机械设备有限公司(www.pytyjx*)是从事“超音速喷涂,火焰喷涂,电弧喷涂,热喷涂,喷焊”的企业,公司秉承“诚信经营,用心服务”的理念,为您提供*的产品和服务。欢迎来电咨询!联系人:邢总。

以上内容为超音速电弧喷涂-电弧喷涂-濮阳天宇机械(查看),本产品由濮阳天宇机械设备有限公司直销供应。
声明:第一枪平台为第三方互联网信息服务提供者,第一枪(含网站、小程序等)所展示的产品/服务的标题、价格、详情等信息内容系由会员企业发布,其真实性、准确性和合法性均由会员企业负责,第一枪概不负责,亦不负任何法律责任。第一枪提醒您选择产品/服务前注意谨慎核实,如您对产品/服务的标题、价格、详情等任何信息有任何疑问的,请与该企业沟通确认;如您发现有任何违法/侵权信息,请立即向第一枪举报并提供有效线索。我要举报