焊缝自动跟踪公司





对接焊缝
按焊缝金属充满母材的程度分为焊透的对接焊缝和未焊透的对接焊缝。未焊透的对接焊缝受力很小,而且有严重的应力集中。焊透的对接焊缝简称对接焊缝。为了便于施工,保证施工*对接焊缝充满母材缝隙,根据钢板厚度采取不同的坡口形式,当间隙过大(3~6mm)时,可在V形缝及单边V形缝、I形缝下面设一块垫板(引弧板),防止熔化的金属流淌,并使根部焊透。为保证焊接质量,防止焊缝两端凹槽,减少应力集中对动荷载的影响,焊缝成型后,除非不影响其使用,两端可留在焊件上,否则焊接完成后应切去。


传感器是如何应用于焊缝跟踪的?
利用高速和*的ZLDS200激光传感器扫描焊缝表面,可以得到焊缝表面的轮廓图像,通过一定的算法可以测量焊缝成形的几何参数如焊缝宽度、余高、焊趾角度等,还可探测咬边、焊瘤和表面气孔等缺陷,并且通过数字输出至PC直观地显示出焊缝的轮廓图。
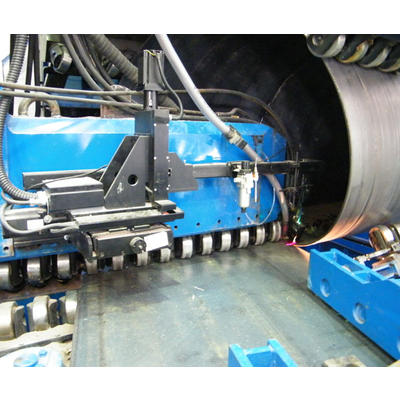
传感器随焊机滑架导轨运动,将有形状的焊缝看做目标,扫描焊缝,得到测量数据,通过软件运算取出焊缝特征,对焊缝轨迹数据做取中处理,焊缝自动跟踪公司,可得轨迹直线数据。


参数
表示对接焊缝几何形状的参数有焊缝宽度、余高、熔深,(1)焊缝宽度指焊缝表面与母材的交界处称为焊趾。而单道焊缝横截面中,两焊趾之间的距离称为焊缝宽度。(2)余高指超出焊缝表面焊趾连线上面的那部分焊缝金属的高度称为余高。焊缝的余高使焊缝的横截面增加,承载能力提高,并且能增加射线摄片的灵敏度,但却使焊趾处会产生应力集中。通常要求余高不能低于母材,其高度随母材厚度增加而加大,但不得超过3mm。(3)熔深在焊接接头横截面上,母材熔化的深度称为熔深。一定的熔深值保证了焊缝和母材的结合强度。当填充金属材料(焊条或焊丝)一定时,熔深的大小决定了焊缝的化学成分。不同的焊接方法要求不同的熔深值,例如堆焊时,为了保持堆焊层的硬度,减少母材对焊缝的稀释作用,在保证熔透的前提下,应要求较小的熔深。
焊缝自动跟踪公司由北京赛诚工控科技有限责任公司提供。北京赛诚工控科技有限责任公司(www.saicheng*)拥有很好的服务与产品,不断地受到新老用户及业内人士的肯定和信任。我们公司是商盟认证会员,点击页面的商盟客服图标,可以直接与我们客服人员对话,愿我们今后的合作愉快!






