SWZ系列数控三维钻床
SWZ系列数控三维钻床
SWZ700/SWZ1000/SWZ1250
机床用途:
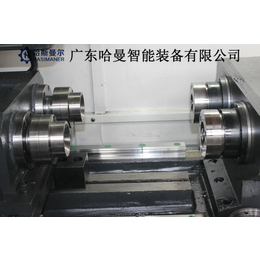
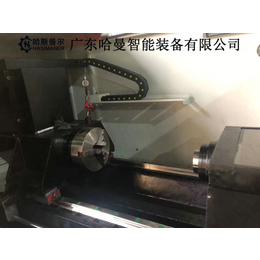
SWZ系列数控三维钻床采用六个*控制数控轴,一个数控伺服送料轴,两个数控编码器检测轴(腹高、翼板)和三个液压自控行程钻孔单元,以及三个均采用变频无级变速的钻孔主轴,PLC系统控制,可广泛用于建筑、桥梁、电站锅炉、立体车库、海洋石油井平台、塔桅等钢结构行业,尤其适合钢结构中H型钢、槽钢,具有精度高、操作方便等特点。
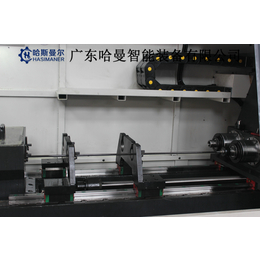
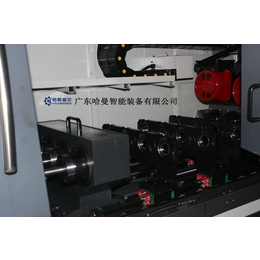
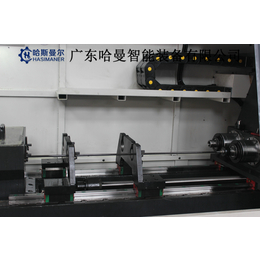
主要由床身、数控滑台(3个)、自控行程钻削动力头(3个)、数控伺服小车送料单元、检测装置、冷却系统、自动润滑、自动排屑器、安全网等几个主要部分组成。
机床结构特点:
1. 床身是由****钢材焊接而成的框式结构,并通过有限元分析计算在受力较大的地方对方钢管进行了加强处理,焊接完成后进行了热时效处理,这些都很好的****了床身的静态和动态性,从而保证了整个机床的精度。
2. 每个钻削主轴箱均是液压自控行程的,无需人工设置钻头的有效长度和被钻工件的厚度,能够自动进行快进—工进—快退的转换。
3. 可实现CAD/CAM直接转换,从而省去了编程和输入的繁琐操作。自动生成加工程序,*做到了设备的无纸化加工。
4. 机床配置的滚珠丝杠副、直线导轨副、电气件、伺服电机、变频器 等,均为国内外*厂家供货,开机故障少。
5. 工件采用数控小车送料,伺服送料装置由伺服电机经减速后通过齿轮齿条驱动,编码器反馈,形成全闭环控制,确保钻孔的长度方向的*精度。钻床进料口装有光电对射开关,作为工件定长基线。
6.本机配备了工件宽度检测和腹板高度检测装置,采用拉绳编码器,结构简单、装配方便,能自动补偿因工件外廓不规整所带来的加工误差,测量稳定可靠。
7.气雾冷却系统,自动润滑系统,平板链式自动排屑器。
|
型号 |
SWZ700 |
SWZ1000 |
SWZ1250 |
|||
|
加工 H 型钢截面尺寸(腹高 × 翼宽 mm)
|
大 . |
700×400 |
1000×500 |
1250×600 |
||
|
小 |
200×75 |
200×75 |
200×75 |
|||
|
钻孔直径 (mm) |
垂直钻削 |
Φ12~Φ33.5 |
Φ12~Φ40 |
Φ12~Φ40 |
||
|
水平钻削 |
Φ12~Φ31.5 |
|||||
|
钻削主轴数量 |
上单元、固定侧、移动侧各 1 个,共 3 个 |
|||||
|
主轴转速范围(r/min) |
180~650 变频调速 |
|||||
|
轴向工进速度(mm) |
20~200 |
|||||
|
进给行程(mm) |
上单元主轴 |
240 |
240 |
240 |
||
|
左右单元主轴 |
180 |
180 |
180 |
|||
|
伺服送料小车电机功率(kW) |
5 |
5 |
5 |
|||
|
机床总功率(kW) |
25 |
25 |
25 |
|||
|
主机重量 (kg) |
5500 |
7000 |
7500 |
|||