钢筋笼滚焊机-瑞科机械精益求精-钢筋笼滚焊机厂家





成品钢筋混凝土用余热处理钢筋余热处理钢筋:热轧后立即穿水,进行表面控制冷却,然后利用芯部余热自身完成回火处理所得的成品钢筋。带肋钢筋:表面通常带有两条纵肋和沿长度方向均匀分布的横肋的钢筋。月牙肋钢筋:横肋的纵截面呈月牙形,且与纵肋不相交的钢筋。纵肋:平行于钢筋轴线的均匀连续肋。横肋:与纵肋不平行的其他肋。带肋钢筋的公称直径:与钢筋的公称横截面积相等的圆的直径。带肋钢筋的相对肋面积:横肋在与钢筋轴线垂直平面上的投影面积与钢筋公称周长和横肋间距的乘积之比。

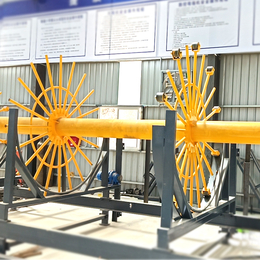
钢筋笼滚焊机
钢筋笼滚焊机根据应用滚焊机开展灌注桩生产加工,不仅保持了规模化和自动化生产水平,提升了施工技术,并且提升了产品品质和工效,数控钢筋笼滚焊机,很大地节省了成本费,钢筋笼滚焊机价格,具备非常好的营销推广使用价值。下边对数控机床钢筋笼滚焊机综合性效益评估,很感兴趣的盆友一起来瞧瞧吧。⑴、工效层面:依照传统式施工技术,组装框架必须六个熟练工人工作中1.5-2.0h;组装进行后盘绕主筋必须三个熟练工人工作中1-1.5钟头,总体进行累计必须:12-16.5h/人工;选用数控机床钢筋笼滚焊机工作,钢筋笼滚焊机,3熟练工人工作中1.0-1.5h就可以进行0-1的组装和主筋的盘绕,总体进行累计必须3-4.5h/人工;不难看出工效提升3―4倍。 
钢筋笼滚焊机*方面: 采用传统工艺,主筋间距误差±5mm;螺旋筋间距误差±10mm,且在施工过程中需要花费大量的精力和时间进行*;采用滚焊机作业,主筋间距误差±2mm;螺旋筋间距误差±3mm,且主筋顺直,同时由于箍筋采用二氧化碳保护焊,焊接质量可靠而且牢固,不容易在运输过程中滑动跑位。 ⑶、成本分析: 数控钢筋笼滚焊机全天24h作业,12h为1班组,共2个班组。 下面以加工成型一个桩径125cm,主筋Ф25mm,长度18m的钢筋笼为例:1个班组4人,80min生产1个标准节,钢筋笼滚焊机厂家,标准节钢筋重370.5kg,滚焊机功率15kW.h,滚焊机配套电焊机及其它辅助设备功率500kW.h。 以某项目生产钢筋笼3650t计算,人工生产的钢筋笼工费成本在540元/t左右,相比之下,SGH20-12数控钢筋滚焊机生产的钢筋笼比人工生产的钢筋笼每t便宜200元左右,为340元/t,由此可以算出该项目在钢筋笼加工上将节省成本88.33万元(节约的材料费 节省的人工费=3650*1%*4200/吨 200*3650=88.33万元)。

钢筋笼滚焊机-瑞科机械精益求精-钢筋笼滚焊机厂家由济宁瑞科工程机械有限公司提供。济宁瑞科工程机械有限公司(www.ruikesteel*)为客户提供“数控钢筋设备”等业务,公司拥有“瑞科”等品牌。专注于其它等行业,在山东 济宁 有较高*度。欢迎来电垂询,联系人:王乐。