
数控机床维修之伺服进给系统问题*问题
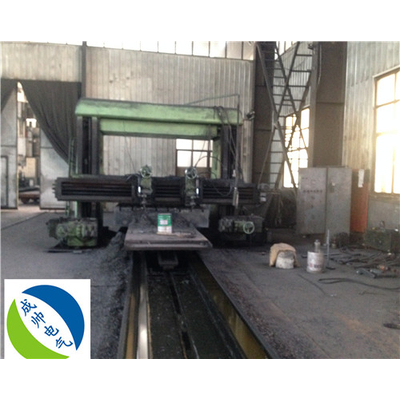
龙门刨工作台的往复运动,是靠按装在工作台底座二分之一处的行程开关来实现的,有两个方向的换向开关,两个方向的减速开关还有两个方向超行程开关。工作时工作台不停的往返运动,撞块频繁的撞击行程开关,使行程开关的寿命缩短,故障率较高,那个位置正好是加工的铁削下落处使得该处的线路也经常故障。
后来又一种方案采用了干簧管替代行程开关,但电气柜里增加了一组中间继电器,继电器由于动作频繁从而变成了一个新的故障高发点,因撞块改成了磁钢,铁削经常被吸在磁钢上又产生了新的故障,而加工的铁削下落处线路的威胁并无改观。
本方案的优点是取消原来的所有行程开关,那个地方也不用去控制线了,那个地方原来所有的故障也就不存在了。
原理如下:取消原来的交磁放大机机组,取消原来的励磁机机组,取消原来的发电机机组,原工作台电机后轴增加测速发电机,原来工作台变速箱二轴连接一个编码器。增加一台直流数字驱动器派克的SSD590一台。增加一台PLC。
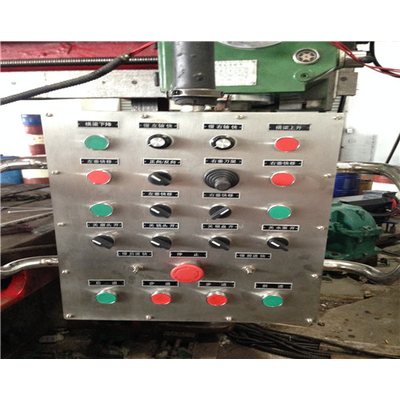
改完后的机床操作:将被加工的工件固定在工作台上,将悬挂按钮站上的工作模式开关放在调整位,点动工作台退,退到工件的进刀位前,按原点按钮,在点动工作台前进,到工件的前进换向位,按压存行程按钮。这时将
工作模式开关放在运行位工作台将自动往返运行,两个方向的减速信号按照距离两个方向的编码器计数脉冲多少个来自动发出,在PLC里设置。
改完后的机床操作:将被加工的工件固定在工作台上,将悬挂按钮站上的工作模式开关放在调整位,点动工作台退,退到工件的进刀位前,按原点按钮,在点动工作台前进,到工件的前进换向位,按压存行程按钮。这时将
工作模式开关放在运行位工作台将自动往返运行,两个方向的减速信号按照距离两个方向的编码器计数脉冲多少个来自动发出,在PLC里设置。