数控钢筋滚笼焊机-钢筋笼滚焊机-瑞科机械品质保障





弯曲调整值
钢筋受弯曲后,在弯曲处的内皮缩短而外皮伸长,只在中心线处才保持不变的尺寸。实际上对成型好的钢筋一般是量外皮的。因此,下料长度与要根据图上式样的尺寸加以调整。
在弯曲处,图上画的是直角,但实际操作时做“硬弯”(即成直角)是不可能的,而必须做成“慢弯”(即成弯弧)。
端部弯钩增加值
当弯曲直径为2.5d平直段长度为10d时的弯钩增加值(*震箍筋):
(1)90度:10.5d
(2)135度:11.9d
(3)180度:13.25d

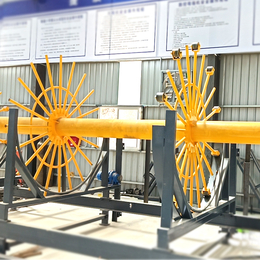
钢筋笼滚焊机
钢筋笼滚焊机*方面: 采用传统工艺,主筋间距误差±5mm;螺旋筋间距误差±10mm,且在施工过程中需要花费大量的精力和时间进行*;采用滚焊机作业,钢筋笼滚焊机,主筋间距误差±2mm;螺旋筋间距误差±3mm,且主筋顺直,同时由于箍筋采用二氧化碳保护焊,焊接质量可靠而且牢固,不容易在运输过程中滑动跑位。 ⑶、成本分析: 数控钢筋笼滚焊机全天24h作业,12h为1班组,数控钢筋滚笼焊机,共2个班组。 下面以加工成型一个桩径125cm,主筋Ф25mm,长度18m的钢筋笼为例:1个班组4人,80min生产1个标准节,标准节钢筋重370.5kg,滚焊机功率15kW.h,滚焊机配套电焊机及其它辅助设备功率500kW.h。 以某项目生产钢筋笼3650t计算,人工生产的钢筋笼工费成本在540元/t左右,相比之下,SGH20-12数控钢筋滚焊机生产的钢筋笼比人工生产的钢筋笼每t便宜200元左右,为340元/t,由此可以算出该项目在钢筋笼加工上将节省成本88.33万元(节约的材料费 节省的人工费=3650*1%*4200/吨 200*3650=88.33万元)。

原理:采用可调行程气缸加压,避免上下电*碰撞损伤。 采用三相无*调速电*驱动,钢筋笼滚焊机多少钱一台,焊接速度调整方便、稳定。巧妙合理的内部结构,减少发热导致的焊接性能减弱 银轴瓦旋转导电优良接触.*大限度减少电能转换的损失。
特点:滚焊的焊缝由一个焊点组成,按核心熔化重叠不同,分为滚点焊或气密缝焊。组成的各个焊点的形成过程,与点焊一样存在加压、加热熔化和冷却结晶三个阶段,但又与点焊有较大的区别。因为不可避免地存在分流现象,使焊接区电流场和热场的分布有自己的特点;而传递压力、通电加热的滚盘不断转动变换焊接位置,使电流场、热场的分布及熔化区结晶特点均与变换位置的速度有关。 
数控钢筋滚笼焊机-钢筋笼滚焊机-瑞科机械品质保障由济宁瑞科工程机械有限公司提供。济宁瑞科工程机械有限公司(www.ruikesteel*)在其它这一领域倾注了无限的热忱和热情,瑞科机械一直以客户为中心、为客户创造价值的理念、以品质、服务来赢得市场,衷心希望能与社会各界合作,共创成功,共创*。相关业务欢迎垂询,联系人:王乐。