数控端面铣床价格-数控端面铣床-远大机械龙门铣床价格(查看)
面议
中国
来电请说明在第一枪看到,谢谢!








在日常使用者,为了保证龙门铣床始终以一个好的状态工作,使用者还应遵循以下原则:
1、工作物要用压板、螺钉或*工具夹紧。使用一般的扳手不准加套管,以免滑脱伤人。
2、龙门铣床刀具一定要夹牢,否则不准开车工作。
3、工作前,要检查龙门铣床传动部分的运转情况,数控端面铣床厂家,并将机床的挡板装好,才能运转。
4、铣切各种工件,特别是粗铣时,开始应进行缓慢切削。
5、移动工作台和刀架时,应先松开固定螺钉。
6、装卸刀具时,应使用铜锤或木槌轻打,防止刀具碎片飞出伤人。
7、在切削中,不准变速和调整刀具,禁止用手摸或测量工件。

龙门铣床的修正
修正技术:
1、用氧-乙l炔火焰烤划伤部位(掌握温度,避免外表退火),将终年渗金属外表的油烤出来,数控端面铣床,烤到没有火花四溅。
2、将划伤部位用角磨机外表处理,打磨深度1毫米以上,并沿导轨打磨出沟槽,*l好是燕尾槽(如图)。划伤两头钻孔加深,改动受力状况。
3、用脱脂棉蘸丙l酮或无水乙醇将外表清洁洁净。
4、将谐和均匀的2211F涂抹到划伤外表;第l一层要薄,要均匀且全部掩盖划伤面,以保证资料与金属外表*l好的粘接,再将资料涂至全部修正部位后重复按压,保证资料填实并到达所需厚度,数控端面铣床价格,使之比导轨外表略高。

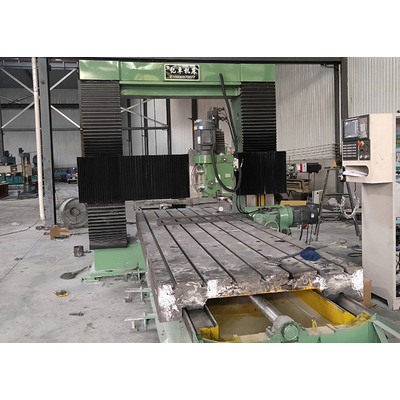
1、主铣头选用滑枕—减速箱分离式规划,使铣头精度得以进步,减速箱内选用两档齿轮主动变速*,以取得低速大扭矩和高速恒功率,可一起满意粗加工和精加工的工艺需求。
2、*主轴组合轴承,数控端面铣床型号,保证了主铣头的高功能、*。滑枕铣头还选用液压油缸进行平衡,运动平稳。
3、三轴传动均选用进口高精密级预载滚珠丝杠或双齿轮—齿条无空隙传动,然后保证传动精度。
4、三轴反应选用光电编码器完成半闭环方位反应,也可根据用户需求,选用光栅尺完成全闭环方位反应。
数控端面铣床价格-数控端面铣床-远大机械龙门铣床价格(查看)由邢台远大机械制造有限公司提供。“动梁龙门铣床,定梁龙门铣床,数控龙门铣床,端面铣床,双面铣床”就选邢台远大机械制造有限公司(xingtaiyuanda.tz1288*),公司位于:河北省邢台市任县邢家湾镇滏西村,多年来,邢台远大机械坚持为客户提供好的服务,联系人:贺经理。欢迎广大新老客户来电,来函,亲临指导,洽谈业务。邢台远大机械期待成为您的长期合作伙伴!
以上内容为数控端面铣床价格-数控端面铣床-远大机械龙门铣床价格(查看),本产品由邢台远大机械制造有限公司直销供应。
声明:第一枪平台为第三方互联网信息服务提供者,第一枪(含网站、小程序等)所展示的产品/服务的标题、价格、详情等信息内容系由会员企业发布,其真实性、准确性和合法性均由会员企业负责,第一枪概不负责,亦不负任何法律责任。第一枪提醒您选择产品/服务前注意谨慎核实,如您对产品/服务的标题、价格、详情等任何信息有任何疑问的,请与该企业沟通确认;如您发现有任何违法/侵权信息,请立即向第一枪举报并提供有效线索。我要举报





