泰安冲剪机-冲剪机-科锐机械(诚信商家)










液压传动的基本原理:液压系统利用液压泵将原动机的机械能转换为液体的压力能,通过液体压力能的变化来传递能量,经过各种控制阀和管路的传递,借助于液压执行元件(液压缸或马达)把液体压力能转换为机械能,从而驱动工作机构,实现直线往复运动和回转运动。
其中的液体称为工作介质,一般为矿物油,联合液压冲剪机,它的作用和机械传动中的皮带、链条和齿轮等传动元件相类似。

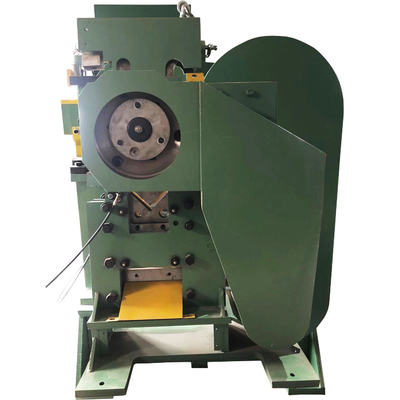
冲剪机介绍
首先应满足液压装置在工作温度下与启动温度下对液体粘度的要求,利用的刀片和模具对板钢。
包括方钢,圆钢,角钢,槽钢,工字钢等进行剪切,冲孔、模剪等,使密封件损坏并失效,同时对油品形成污染。
造成液压油变质以致失效,联合冲剪机也叫多功能联合冲剪机,此机配有多处部位。对于联合冲剪机液压油来说。
当然对于任何机械而言,不同的部位都有不同操作功能,联合冲剪机的每个部位部位可根据加工件的要求配置不同的刀片和模具。

冲剪机模具安裝方式往下:
1.安裝模具前,先应确定模具齿面锐利,型腔齿面上沒有崩刃,模座沒有缺角。要是有崩刃或缺角,冲剪机,请先断削剖腹产伤口。
2. 锁模前应在上、上模中间垫入一張硅钢片,避免因为运送全过程磕伤剖腹产伤口。
3. 在模具安上高速冲床前,要油用石把底边和上边的毛边磨去,用布带将垃圾清运洗净。要是模具上下左右平面图上带毛边或废弃物,将造成冲片毛边偏差。
4. 调节导轨滑块行程安排至适合部位卡紧下模,必需确保模柄或模架上平面图于导轨滑块的底边密不可分贴合机,下模压板螺丝轻轻地卡紧。随后,往上调节导轨滑块,取下正中间的硅钢片。松掉下模压板螺丝,往下调节导轨滑块,直到模座进到型腔3~4毫米,卡紧下模压板螺丝。新模具冲片时凸模必需进到型腔3~4毫米,不然,要出現模座崩刃或型腔涨裂。
5.冉冉升起导轨滑块高于一切死点部位,调节高速冲床打杆止退螺丝,至紧松适合,随后高转速几回,观查模具及高速冲床各*工作中是不是一切正常。如果不是异常现象,就能够刚开始生产制造了。

泰安冲剪机-冲剪机-科锐机械(诚信商家)由任县科锐机械厂提供。任县科锐机械厂(renxiankerui.tz1288*)是河北 邢台 ,机械加工的*,多年来,公司贯彻执行科学管理、*发展、诚实守信的方针,满足客户需求。在科锐机械*携全体员工热情欢迎各界人士垂询洽谈,共创科锐机械更加美好的未来。