丝杆升降机纯铜电机-东迈减速机型号齐全
在螺旋升降机运用过程中,经常遇到螺旋升降机运转时发热。形成内部蜗轮蜗杆的快速磨损。一旦发现发热严重状况,请立刻中止工作,找出发热的缘由并停止排除。

螺旋升降机常见毛病缘由和普通的处理方法:
1、螺旋升降机传动安装固定不良,蜗轮磨耗或损伤,轴承磨耗或损伤,螺栓松脱,**。
解决办法:固定传动安装,改换蜗轮,改换轴承,拧紧螺栓,去除*并改换光滑油漏油。
2、蜗轮蜗杆过热,轴承损坏,SWL丝杆升降机纯铜电机,**,蜗轮、蜗杆过度磨损。
解决办法:改换或维修,改换轴承,去除*并改换光滑油,改换蜗轮或蜗杆蜗轮过度磨损。
3、螺旋升降机油封损伤,密封垫*损,油量过多,油塞松脱,油标*损。
解决办法:改换油封,改换密封垫,参加适量光滑油,丝杆升降机纯铜电机,拧紧油塞,改换油标入力或出力轴不转。
4、螺旋升降机内部蜗轮、蜗杆啮合不良,轴承损伤或间隙过大,光滑油缺乏,**。
解决办法:修整齿接触面,改换轴承,依指示参加适量光滑油,蜗轮丝杆升降机纯铜电机,去除*并改换光滑油不正常振。
5、蜗轮升降机超负何运转,光滑油不良或不恰当,光滑油缺乏,轴承磨损,运转温渡过高。
解决办法:调整至恰当负何,改换恰当光滑油,依指示参加恰当光滑油,改换轴承,改善通风环境。
以上螺旋升降机的介绍就到这里了。

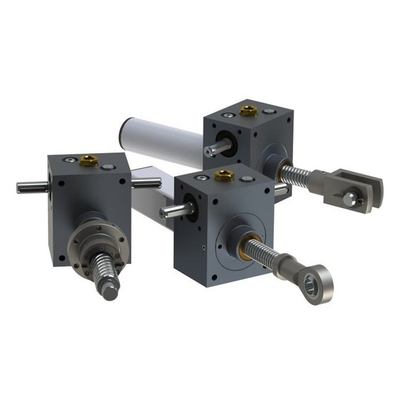
讲解螺旋升降机的功能有哪些
讲解螺旋升降机的功能有哪些
1.自锁性能: 普通齿丝杠螺旋升降机,大部分有动载与静载自锁功能,增加设备运行的安全性;滚珠丝杠的螺旋升降机自锁性能会差一点,如果配上制动电机可以达到双重保险。 螺旋升降机的自锁性能与效率有关系,自锁性能好,效率就差,自锁性能差一点,效率就会高。选型的时候需要注意。
2.精度*:螺旋升降机的综合位置精度可达0,1mm;
3.控制: 配置伺服电机或者步进电机,实现闭环*;如精度要求不高,可配备电位计实现在线控制或者普通的电机。
4.同步性: 单台减速电机通过机械联结同时驱动多台螺旋升降机,实现同步升降并同步。
5.驱动系统: 直流电机12/24V, 单项/三项交流电机,无需气源/液压源,干净卫生。
以上螺旋升降机的介绍就到这里了。

一般来说,*适合滚压的材料很难切削,反之亦然。丝杆滚压依赖于基材的塑性即基材的变形能力,以便将滚轮的形状压在工件的坯件中。被切削材料杰出的塑性通常会导致构成胶质切屑,并在刀具上构成积屑瘤。例如铸铁没有合适的活动特性,因而不适合进行丝杆滚压加工。
毛坯材料因丝杆滚压进程中的压力而发生塑性变形,因而会发生5%的延伸率以及246,螺旋丝杆升降机纯铜电机,000磅/平方英寸的拉伸强度。在丝杆滚压操作中,在工件的轴向、切向或径向安装一个滚轮架。尽管每种滚轮架都选用相同的根本操作原理,但不同的丝杆加工使用场合需求选用不同的方法挨近工件毛坯。本文在后面将具体介绍三种丝杆滚压方法。
假定工件原料满足滚压的屈从和活动要求,则滚压进程与丝杆切削比较具有若干长处。与其它出产方法比较,滚压加工出来的丝杆物理特性得到进步。在丝杆滚压进程中选用的是冷作业,这样与切削操作比较就增加了拉伸强度,并进步了表面光洁度。
与许多冷加工操作相同,工件毛坯的金属矩阵经过模具的作用力而紧缩,然后进行塑性屈从,并发生出模具的形状。丝杆滚压操作方法在很大程度上与此相同。丝杆滚压头中滚轮的形状会在工件毛坯中构成丝杆形状。母材的紧缩导致因金属矩阵的紧缩而引起工件硬化。它会在丝杆中发生疲惫阻力。
这种硬化的状况是该工艺的一部分,因而随后对滚压丝杆进行的任何热处理进程都会发生退火效应。丝杆滚压应该在热处理之后进行。相反,车削和磨削却能够在硬化前也能够在硬化后进行,让金属矩阵发生所需求的形状并且让金属微粒结构简直坚持原封不动。
以上是关于丝杆升降机的相关内容,希望对大家有所帮助。
丝杆升降机纯铜电机-东迈减速机型号齐全由德州东迈减速机有限公司提供。德州东迈减速机有限公司(www.dongmai1688*)位于山东省德州东北城五金一区27号楼1-2层25号。在市场经济的浪潮中拼博和发展,目前东迈减速机在减速机、变速机中享有良好的声誉。东迈减速机取得全网商盟认证,标志着我们的服务和管理水平达到了一个新的高度。东迈减速机全体员工愿与各界有识之士共同发展,共创美好未来。同时本公司(www.shidecg*)还是从事螺旋丝杆升降机,jwm丝杆升降机,滚珠丝杆升降机的厂家,欢迎来电咨询。