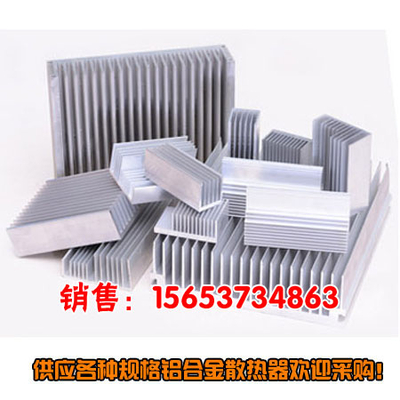
低价的铝合金 ****的铝合金
¥100元/件
中国 山东 济宁
来电请说明在第一枪看到,谢谢!
铝合金插片铝型材散热器采用直管推式通胀机进行胀管使得铝型材管壁与衬管都达到塑性变形,插片散热器回弹后结合紧密、表面光滑、尺寸精度高采用插接组装可达到100%不漏。因此生产环节没有废品产生减少了能源的浪费。另外组装过程中不需要焊接,对插片散热器表面没有过热影响,节约了大量的人力和能源。另外,插片散热器没有组装所需要的工艺裸漏衬管,整体强度高、不会因安装不慎造成变形和渗漏。
手机15653734863 0537-2061596
邮箱15653734863@163*
*: 1970907860
一、对于高密齿和舌比大的模具试模时,****支铝棒必须是150-200mm的短铝棒或纯铝棒。
二、试模前,必须调整好挤压中心,挤*、盛锭筒和模座出料口在一条中心线上。
三、在试模和正常生产过程中,铝棒加热温度要保证在480-520℃之间。
四、模具加热温度按常规模具温度,控制在480℃左右,直径200mm以下的平模保温时间不得少于2小时,如果是分流模保温在3小时以上;直径大于200mm以上的模具保温4-6小时,以保证模具芯部温度与外部温度的均匀。
五、在试模或生产前,必须用清缸垫清理干净盛锭筒内胆,并查看挤压机空运行是否正常。
六、试模或刚开始生产时,挤压机自动档关掉,各段开关归零位。从****小压力开始慢慢的起压,出料大概3-5分钟,铝填充过程时主要控制好压力。压力控制在100Kg/cm2以内,电流表数据为2-3A以内,一般80-120Kg/cm2可以出料,之后才可慢慢的加速,正常生产时挤压速度以压力小于120Kg/cm2为准。
手机15653734863 0537-2061596
邮箱15653734863@163*
*: 1970907860
一、对于高密齿和舌比大的模具试模时,****支铝棒必须是150-200mm的短铝棒或纯铝棒。
二、试模前,必须调整好挤压中心,挤*、盛锭筒和模座出料口在一条中心线上。
三、在试模和正常生产过程中,铝棒加热温度要保证在480-520℃之间。
四、模具加热温度按常规模具温度,控制在480℃左右,直径200mm以下的平模保温时间不得少于2小时,如果是分流模保温在3小时以上;直径大于200mm以上的模具保温4-6小时,以保证模具芯部温度与外部温度的均匀。
五、在试模或生产前,必须用清缸垫清理干净盛锭筒内胆,并查看挤压机空运行是否正常。
六、试模或刚开始生产时,挤压机自动档关掉,各段开关归零位。从****小压力开始慢慢的起压,出料大概3-5分钟,铝填充过程时主要控制好压力。压力控制在100Kg/cm2以内,电流表数据为2-3A以内,一般80-120Kg/cm2可以出料,之后才可慢慢的加速,正常生产时挤压速度以压力小于120Kg/cm2为准。
以上内容为低价的铝合金 ****的铝合金,本产品由山东永恒能源集团有限公司直销供应。
声明:第一枪平台为第三方互联网信息服务提供者,第一枪(含网站、小程序等)所展示的产品/服务的标题、价格、详情等信息内容系由会员企业发布,其真实性、准确性和合法性均由会员企业负责,第一枪概不负责,亦不负任何法律责任。第一枪提醒您选择产品/服务前注意谨慎核实,如您对产品/服务的标题、价格、详情等任何信息有任何疑问的,请与该企业沟通确认;如您发现有任何违法/侵权信息,请立即向第一枪举报并提供有效线索。我要举报