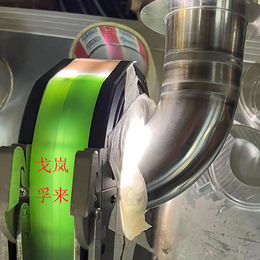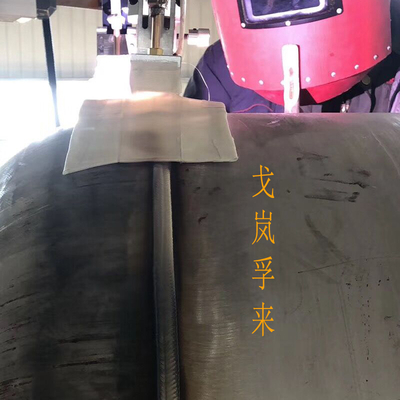

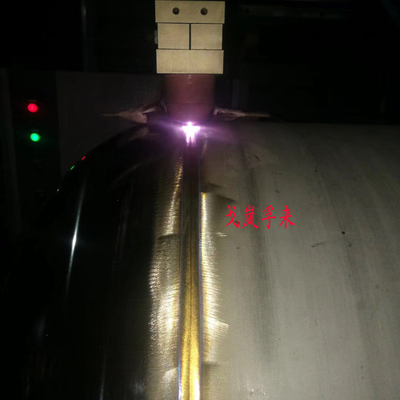
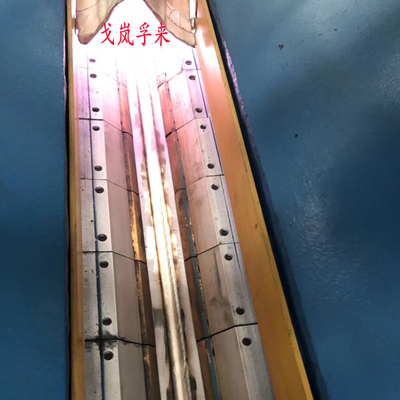
*不锈钢管道*弧自动焊接设备
¥395971元/套
中国 上海 奉贤
来电请说明在第一枪看到,谢谢!
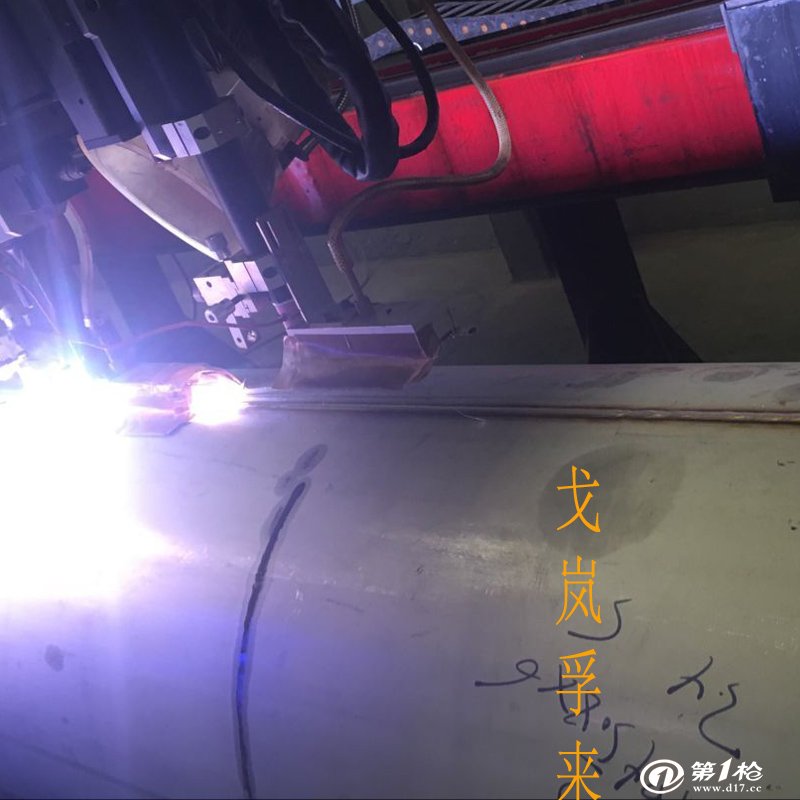
*不锈钢管道*弧自动焊接设备的等离子弧是离子气被电离产生高温离子气流,从喷嘴细孔中喷出,经压缩形成细长的弧柱,其温度可达,高于常规的自由电弧,如:*弧焊仅达5000-8000K。由于等离子弧具有弧柱细长,能量密度高的特点,同样适用于手动和自动应用。 它已被用于各种操作,从大量金属带材焊接到手术器械的精密焊接,到喷气发动机叶片的自动*,到用于各类耐高压力的压力容器,如化工反应容器,换热器压力容器,储存压力容器等。因而在焊接领域有着广泛的应用。
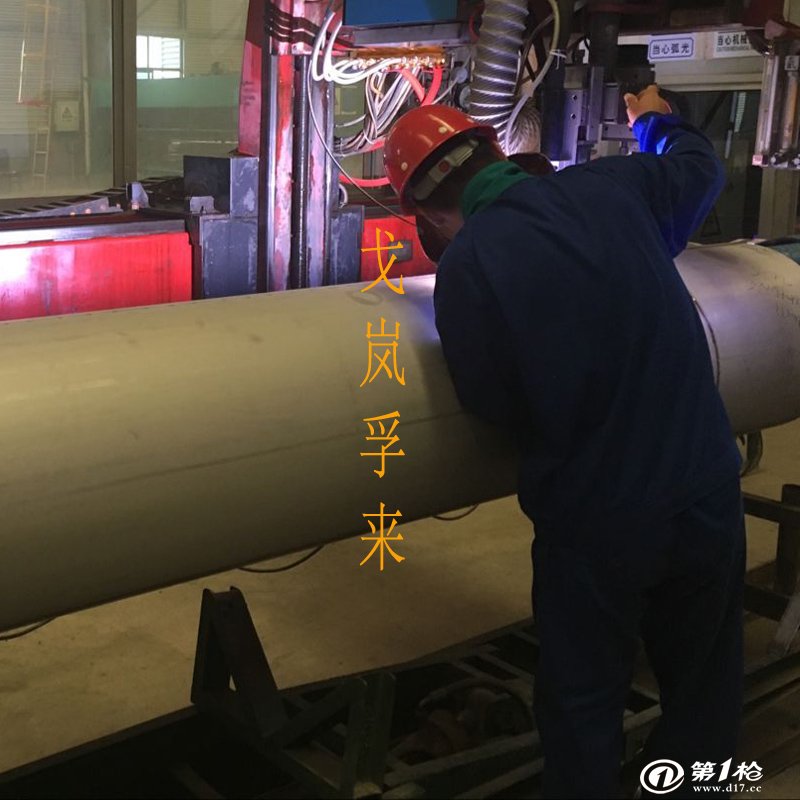
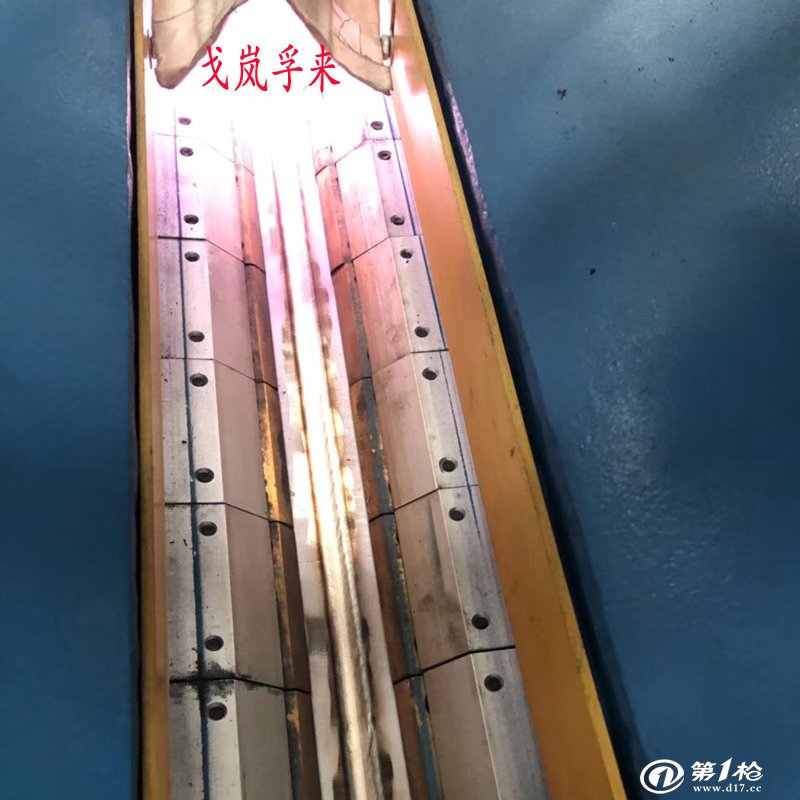
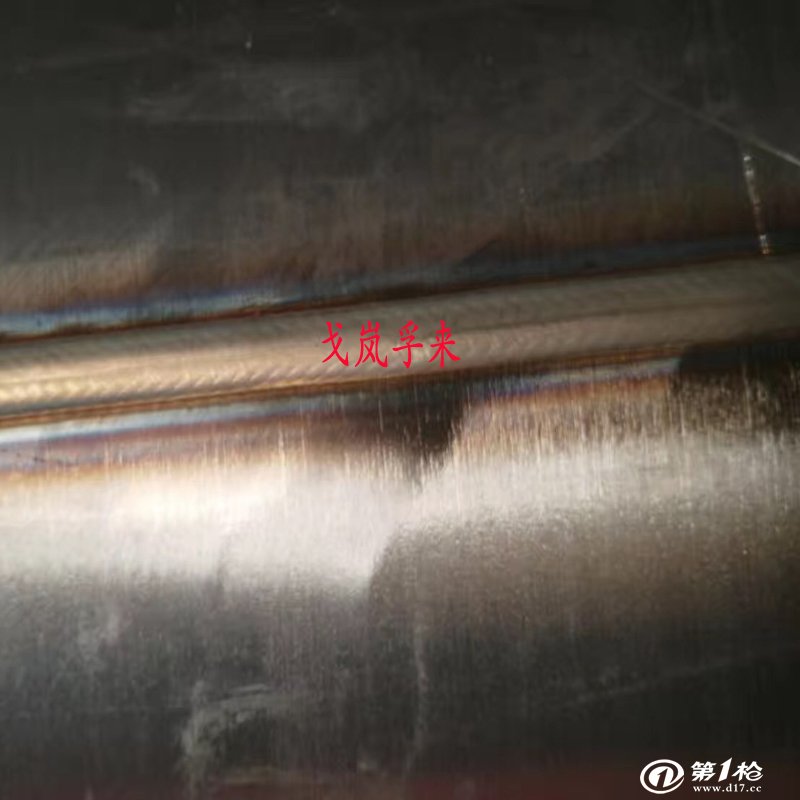
*不锈钢管道*弧自动焊接设备的环缝焊接通过采用连续的旋转,并将边缘向上滚动,直到圆形的边缘在焊接站处相遇。 此时,焊接过程熔化并将管的边缘熔合在一起,并且材料作为焊接管离开焊接点。环缝焊接的输出取决于电弧焊接速度和焊接所花费的总时间。纵缝焊接是等离子体工艺能够始终将电弧传递到工件并焊接到焊接接头的边缘。 在自动应用中,长焊缝不需要电弧距离控制,并且该过程对焊炬部件的维护要求较低。 这在材料排出或具有表面污染物的大量应用中特别有利。
基本配置
l 电源
l 控制台(有时外置,有时内置)
l 水循环器(有时是外部的,有时是内置的)
l 焊把
l 喷嘴套件(钨针,陶瓷,夹头,安装量具)
l 固定工装
|
焊接材质 |
碳钢、不锈钢、钛合金等 |
|
焊接方式 |
*弧焊等 |
|
工件焊缝形式 |
环缝、纵缝、直缝、平焊,角焊缝等 |
|
工件规格 |
圆筒,法兰等 |
|
专机尺寸 |
按工件规格定制 |


以上内容为*不锈钢管道*弧自动焊接设备,本产品由上海戈岚孚来实业有限公司直销供应。
声明:第一枪平台为第三方互联网信息服务提供者,第一枪(含网站、小程序等)所展示的产品/服务的标题、价格、详情等信息内容系由会员企业发布,其真实性、准确性和合法性均由会员企业负责,第一枪概不负责,亦不负任何法律责任。第一枪提醒您选择产品/服务前注意谨慎核实,如您对产品/服务的标题、价格、详情等任何信息有任何疑问的,请与该企业沟通确认;如您发现有任何违法/侵权信息,请立即向第一枪举报并提供有效线索。我要举报