景瑞镗铣头(图)-镗铣头定做加工-镗铣头
车镗铣刨磨钻等机床的历史故事
钻床
1、古代钻床——“弓辘轳”钻孔技术有着久远的历史。考古学家现已发现,公元前4000年,人类就发明了打孔用的装置。古人在两根立柱上架个横梁,再从横梁上向下悬挂一个能够旋转的锥子,然后用弓弦缠绕带动锥子旋转,这样就能在木头石块上打孔了。不久,人们还设计出了称为“辘轳”的打孔用具,它也是利用有弹性的弓弦,使得锥子旋转。
2、一台钻床(惠特沃斯,1862年)到了1850年前后,德国人马蒂格诺尼*早制成了用于金属打孔的麻花钻;1862年在英国伦敦召开的国际博览会上,英国人惠特沃斯展出了由动力驱动的铸铁柜架的钻床,这便成了近代钻床的雏形。
以后,各种钻床接连出现,有摇臂钻床、备有自动进刀机构的钻床、能一次同时打多个孔的多轴钻床等。由于工具材料和钻头的改进,加上采用了电动机,大型的*的钻床终于制造出来了。






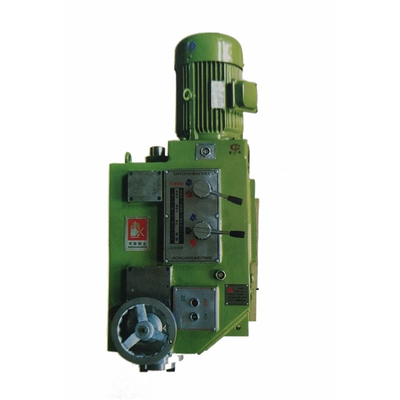
直角铣头的五大结构特点:
1.铣头滑套的移动靠旋动手轮,龙门镗铣头,通过一对传动齿轮带动导柱使其移动,刻度盘每转一小格,滑套移动0.01毫米,每转一周,滑套移动2.5毫米。
2.主轴结构形成采用铣床、车床、镗床的典型结构,数控镗铣头,其特点是钢性好,能承受较大负荷,热变形小。
3.滑套的夹紧由两楔块楔紧来实现,旋转丝杆端部的四方头,使两个半圆楔块向中间移动,将主轴滑套锁紧。楔块的半圆面及螺纹是自锁的,因此夹紧比较可靠,不会因切削振动而松动
。
4.润滑传动箱体内采用30号机械油通过齿轮泵及分油器将油配到齿轮和滚动轴承处。
5.主轴前后轴承的润滑均采用1号合成钠基脂,在装配和维修时,必须在轴承处涂上适量钠基脂,镗铣头定做加工,以保证正常运转。
铣头采用手动方式,固定在滑枕端面,由机床主轴驱动铣头主轴旋转,铣头主轴采用手动方式可在0-360o范围转动以加工不同的面。可实现对加工件侧面的铣削加工,或对结构件的内面
的加工等。是扩大加工范围的必选产品。

龙门加工中心主传动系统和滑枕结构优化设计
一般滑枕深腔孔有3种主要的加工方法:悬臂镗削法、吊墙导向法和固定式双支撑法。悬臂镗削法:当滑枕深腔孔孔深不大于1 000mm时,镗铣头,可采用主轴单臂悬深的方法进行加工。这种方法的加工刀具方便随时进行调整,而且在操作过程中方便测量和观察,滑枕深腔孔和滑枕两端孔的同轴度主要就是依靠刀杆的刚性和机床的回转精度来保证。
景瑞镗铣头(图)-镗铣头定做加工-镗铣头由高密市景瑞机械制造有限公司提供。高密市景瑞机械制造有限公司(www.gmfeihong*)为客户提供“镗铣头,动力头,铣削动力头,蜗母条,角度头”等业务,公司拥有“镗铣头,动力头,铣削动力头,蜗母条,角度头”等品牌。专注于其它等行业,在山东 潍坊 有较高*度。欢迎来电垂询,联系人:张经理。