果洛花键轴淬火机技术参数询问报价「多图」







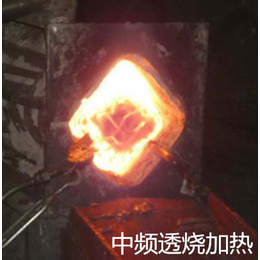
大型轴承圈滚道中频感应淬火
钢平面滚道轴承是火箭、、发射装置中用于回转支承的重要部件。其滚道表面应采用中频感应连续淬火回火。弧面要求淬火HRC50~55,硬化层深度3.0mm,允许2处共有lt;40mm长、HRCgt;45的淬火软带区,不允许有密集的发纹。
滚道圈嵌镶在框架之中,采用中频感应淬火机床,*淬火操纵台和工件回转驱动架等辅助装置。中频淬火工艺在滚道弧面上连续渐进预热、加热喷射淬火。调整、校正置于回转驱动架上的轴承滚道,对回转架中心的不同心度和不平行度小于0.6mm 。感应器施感导体的工作面与滚道表面间隙2~4 mm。轴承圈滚道表面中频连续喷射淬火介质常用 0.05~0.3%聚乙烯醇水溶液、4~10%乳化油水溶液或其它油类介质。聚乙烯醇淬火介质冷却能力强。

提升齿轮硬度的方式:感应加热及淬火
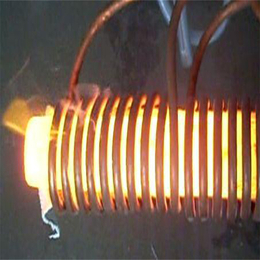
齿轮旋转淬火(使用环形感应器)
旋转淬火是的感应齿轮硬化方法,并且它特别适用于中等大小的齿轮。在加热期间旋转齿轮以确保能量的均匀分布。可以使用环绕整个齿轮的感应器。当应用感应器时,有五个参数对硬度起主要作用:频率,功率,循环时间,感应器几何形状和淬火条件。通过加热时间,频率和功率的变化获得的感应淬火图案。通常,当仅需要硬化齿尖时,应结合较短的加热时间来施加较高的频率和较高的功率密度。为了硬化齿根,使用较低的频率。
感应淬火是一个两步过程:加热和淬火。两个阶段都很重要。在旋转淬火应用中有三种方法来淬火齿轮
1.将齿轮浸入淬火槽中。这种技术特别适用于大齿轮;
2.使用集成*淬火“就地”淬火。中小型齿轮通常使用这种技术淬火;
3.使用位于感应器下方的单独的同心*灭火块(淬火)。淬火-蒸气层,沸腾和对流热传递的三个阶段的经典冷却曲线不能直接应用于喷射淬火。由于喷射淬火的性质,两个阶段被大大*。同时,在对流阶段期间的冷却更严重。齿轮几何形状和转速是在齿轮淬火期间对淬火流动和冷却严重性具有显着影响的其它因素。同样重要的是避免感应器和淬火系统相对于齿轮和齿轮摆动的偏心。即使齿轮旋转,齿轮摆动将导致齿轮的特定部分在加热期间更热,因为不管旋转,它将总是更靠近线圈。除了不均匀加热以外,摆动还引起不均匀淬火,导致额外的硬度不均匀性和齿轮形状变形。已经报道,使用齿轮旋转硬化技术而不是“逐齿”或“间隙”方法在齿根内获得更有利的压缩应力。

齿轮高频感应加热淬火温度
加热温度及加热速度是感应加热的基本的工艺参数, 它直接决定钢的相变过程和淬火后的*,是提高和稳定高频表面淬火工艺质量的重要保证。
高频感应加热是由交变电磁感应产生涡流和磁滞加热零件。高频感应加热速度很快,在相变区内可达50-500摄氏度/秒,甚至更高。
高频感应快速加热中,在其他因素相同的条件下,完成相变的条件取决于相变 区内的加热速度,加热速度越快,完成相变的温度就越高。
获得淬火硬度的温度,花键轴淬火机技术参数,就是完成相变的理想淬火温度,淬火*为隐针状 或细针状马氏体。若低于该淬火温度下淬火,则淬火*中出现屈氏体和少量铁素体;若高于该温度淬火,则得针状或粗针状马氏体。
淬火温度的选择,主要决定于零件的服役条件,如以提高表面*性为主,不 受冲击的零件,可选择获得硬度的淬火温度。

果洛花键轴淬火机技术参数询问报价「多图」由郑州领诚电子技术有限公司提供。行路致远,砥砺前行。郑州领诚电子技术有限公司(www.lingchengdz*)致力成为与您共赢、共生、共同前行的战略伙伴,更矢志成为电热设备具有一定影响力的企业,与您一起飞跃,共同成功!同时本公司(www.cuihuoxian*)还是从事淬火生产线,牙条淬火调质生产线,丝杆淬火生产线的厂家,欢迎来电咨询。