安徽抛丸机履带-炳磊橡胶-抛丸机履带厂
面议
中国
来电请说明在第一枪看到,谢谢!






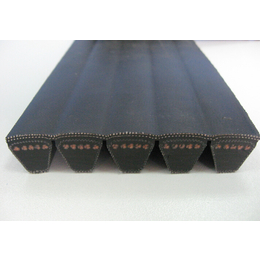
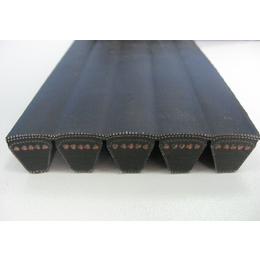
输送带是输送系统的关键设备,它的安全稳定运行直接影响到生产作业。输送带的跑偏是带式输送机的常见故障,对其及时准确的处理是其安全稳定运行的保障。跑偏的现象和原因很多,要根据不同的跑偏现象和原因采取不同的调整方法,才能有效地解决问题。本文是根据多年现场实践,从使用者角度出发,抛丸机履带供应,利用力学原理分析与说明此类故障的原因及处理方法。
输送带跑偏的原因输送带跑偏的根本原因是输送带在运行过程中,横向受力不平衡造成的。主要原因有:11安装质量原因1)机架、滚筒没有调整平直。
2)托辊轴线与输送带中心线不垂直。
3)机架与地面连接强度不够,机架不稳。
4)导料槽和卸料槽的导料挡板安装位置不当,受力不均。
输送带质量原因
1)输送带接头与中心线不直。
2)输送带带边呈S形。

抛丸机履带托辊偏斜后调整胶带跑偏原理示意图可伸缩式带式输送机不设置调心托辊,安徽抛丸机履带,输送带调偏一般是通过调整滚筒或托辊的位置来实现的。纠正跑偏应在空载时进行。调整的次序,抛丸机履带配件,一般从机头卸载滚筒开始,抛丸机履带厂,沿胶带的运行方向,先调整胶带的下部回空段,后调整上部承载段。常见的跑偏现象判别及调整方法如下:21输送带在机架某一段出现跑偏出现这种情况,应首先观察该处安装是否倾斜或不直,若安装没问题,可调整托辊进行纠偏。
安徽抛丸机履带-炳磊橡胶-抛丸机履带厂由安丘市景芝炳磊橡胶厂提供。安丘市景芝炳磊橡胶厂(www.wfblxj*)是山东 潍坊 ,行业*设备的*,多年来,公司贯彻执行科学管理、*发展、诚实守信的方针,满足客户需求。在炳磊橡胶*携全体员工热情欢迎各界人士垂询洽谈,共创炳磊橡胶更加美好的未来。

以上内容为安徽抛丸机履带-炳磊橡胶-抛丸机履带厂,本产品由安丘市景芝炳磊橡胶厂直销供应。
声明:第一枪平台为第三方互联网信息服务提供者,第一枪(含网站、小程序等)所展示的产品/服务的标题、价格、详情等信息内容系由会员企业发布,其真实性、准确性和合法性均由会员企业负责,第一枪概不负责,亦不负任何法律责任。第一枪提醒您选择产品/服务前注意谨慎核实,如您对产品/服务的标题、价格、详情等任何信息有任何疑问的,请与该企业沟通确认;如您发现有任何违法/侵权信息,请立即向第一枪举报并提供有效线索。我要举报