钢筋笼滚焊机厂家-钢筋笼滚焊机-瑞科机械精益求精(查看)





按接头形式的不同,数控钢筋笼滚焊机,滚焊可分为搭接滚焊、压平滚焊、垫箔带零件对接滚焊、铜线电*滚焊、辅助夹具滚焊等1、搭接滚焊同点焊一样,搭接接头可用一对滚轮或用一个滚轮和一根芯轴电*进行滚焊,接头的*小搭接量与点焊相同。搭接滚焊通常用的双面滚焊外,钢筋笼滚焊机厂家,还有单面单缝滚焊、单面双缝滚焊和小直径圆周滚焊等,当板件宽大或其他原因限制滚盘从两面接近工件时,可以采用单面滚焊。当在大型零件表面上焊接安装座等小零件而且有一定气密性要求时,可采用相互垂直放置的滚盘周缘滚焊。

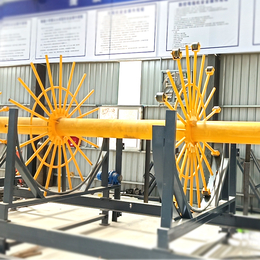
钢筋笼滚焊机
工作办法
根据滚轮电*旋转(焊件移动)与焊接电流通过(通电)的机—电协作办法,可分为以下三种。
连续缝焊
滚轮电*连续旋转,焊件等速移动,焊接电流连续通过,每半周构成一个焊点。焊速可达10~20m/min 由于焊缝表面质量较差,实际使用有限
断续缝焊
焊件连续等速移动,焊接电流断续通过,钢筋笼滚焊机,每“通—断”一次构成一个焊点。根据板厚焊速可达0.5~4.3m/min 使用广泛,数控钢筋滚笼焊机,首要出产黑色金属的气、水、油密封焊缝
步进缝焊
焊件断续移动,焊接电流在焊件中止时通过,每“通—移”一次构成一个焊点,并可施加锻压力。接头构成与点焊*为近似。焊速较低,一般仅达0.2~0.6m/min 仅用于制作铝合金及镁合金等高密封焊缝。

原理:采用可调行程气缸加压,避免上下电*碰撞损伤。 采用三相无*调速电*驱动,焊接速度调整方便、稳定。巧妙合理的内部结构,减少发热导致的焊接性能减弱 银轴瓦旋转导电优良接触.*大限度减少电能转换的损失。
特点:滚焊的焊缝由一个焊点组成,按核心熔化重叠不同,分为滚点焊或气密缝焊。组成的各个焊点的形成过程,与点焊一样存在加压、加热熔化和冷却结晶三个阶段,但又与点焊有较大的区别。因为不可避免地存在分流现象,使焊接区电流场和热场的分布有自己的特点;而传递压力、通电加热的滚盘不断转动变换焊接位置,使电流场、热场的分布及熔化区结晶特点均与变换位置的速度有关。
钢筋笼滚焊机厂家-钢筋笼滚焊机-瑞科机械精益求精(查看)由济宁瑞科工程机械有限公司提供。济宁瑞科工程机械有限公司(www.ruikesteel*)位于山东省济宁市任城区济邹路与矿外路交汇处。在市场经济的浪潮中拼博和发展,目前瑞科机械在其它中享有良好的声誉。瑞科机械取得全网商盟认证,标志着我们的服务和管理水平达到了一个新的高度。瑞科机械全体员工愿与各界有识之士共同发展,共创美好未来。