钢筋笼滚焊机-瑞科机械服务周到-钢筋笼滚焊机厂家





钢筋笼滚焊机*方面: 采用传统工艺,主筋间距误差±5mm;螺旋筋间距误差±10mm,且在施工过程中需要花费大量的精力和时间进行*;采用滚焊机作业,主筋间距误差±2mm;螺旋筋间距误差±3mm,且主筋顺直,同时由于箍筋采用二氧化碳保护焊,钢筋笼滚焊机,焊接质量可靠而且牢固,不容易在运输过程中滑动跑位。 ⑶、成本分析: 数控钢筋笼滚焊机全天24h作业,12h为1班组,共2个班组。 下面以加工成型一个桩径125cm,主筋Ф25mm,长度18m的钢筋笼为例:1个班组4人,80min生产1个标准节,标准节钢筋重370.5kg,滚焊机功率15kW.h,滚焊机配套电焊机及其它辅助设备功率500kW.h。 以某项目生产钢筋笼3650t计算,人工生产的钢筋笼工费成本在540元/t左右,钢筋笼滚焊机多少钱一台,相比之下,SGH20-12数控钢筋滚焊机生产的钢筋笼比人工生产的钢筋笼每t便宜200元左右,为340元/t,由此可以算出该项目在钢筋笼加工上将节省成本88.33万元(节约的材料费 节省的人工费=3650*1%*4200/吨 200*3650=88.33万元)。

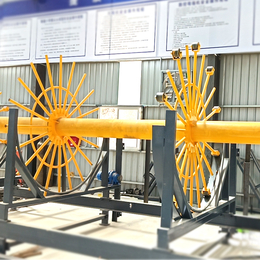
钢筋笼滚焊机
钢筋的焊接有哪些方式?各有哪些形式?其质量检验又各有哪些内容?
焊接的种类很多,在钢筋焊接范畴内主要有:电弧焊、闪光接触对焊、剖口焊、电渣压力焊、塞焊等。 搭接焊、帮条焊都属于电弧焊,是*常见的焊接连接,施焊操作容易,但较费料耗时,现场施焊条件差,常会出现咬边、气孔、夹渣等质 量缺陷;帮条焊还可能使局部钢筋的保护层减小,对结构的耐久性不利。 剖口焊有一定技术要求,使用场合有一定局限性。 电渣压力焊现场一般只能用在现浇柱钢筋连接上,有局限性。闪光接触对焊在一固定场所内操作,比较简便,焊接速度快,工效高,钢筋笼滚焊机厂家,省料 省时;如有功率合格的焊机和操作熟练的工人,焊接质量是会有保证的。所以被广泛用于受力纵筋的连接上。 上述这些都可用来作为钢筋焊接连接的手段,采用时要视具体场合、施焊对象位置、设备及技术条件、可操作性以及安全可靠、经济合理 等情况选取。 多跨连续框架梁的通长钢筋的连接现在采用机械连接接头的型式很多,传力可靠,施工也方便,也较经济。

工作办法
根据滚轮电*旋转(焊件移动)与焊接电流通过(通电)的机—电协作办法,可分为以下三种。
连续缝焊
滚轮电*连续旋转,钢筋笼滚焊机公司,焊件等速移动,焊接电流连续通过,每半周构成一个焊点。焊速可达10~20m/min 由于焊缝表面质量较差,实际使用有限
断续缝焊
焊件连续等速移动,焊接电流断续通过,每“通—断”一次构成一个焊点。根据板厚焊速可达0.5~4.3m/min 使用广泛,首要出产黑色金属的气、水、油密封焊缝
步进缝焊
焊件断续移动,焊接电流在焊件中止时通过,每“通—移”一次构成一个焊点,并可施加锻压力。接头构成与点焊*为近似。焊速较低,一般仅达0.2~0.6m/min 仅用于制作铝合金及镁合金等高密封焊缝。

钢筋笼滚焊机-瑞科机械服务周到-钢筋笼滚焊机厂家由济宁瑞科工程机械有限公司提供。“数控钢筋设备”就选济宁瑞科工程机械有限公司(www.ruikesteel*),公司位于:山东省济宁市任城区济邹路与矿外路交汇处,多年来,瑞科机械坚持为客户提供好的服务,联系人:王乐。欢迎广大新老客户来电,来函,亲临指导,洽谈业务。瑞科机械期待成为您的长期合作伙伴!