刨槽机价格-刨槽机-普捷机床设备





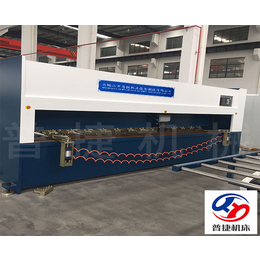
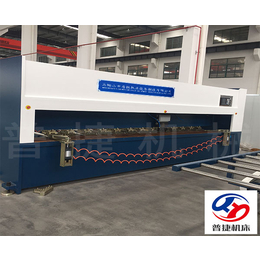
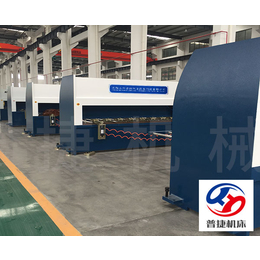
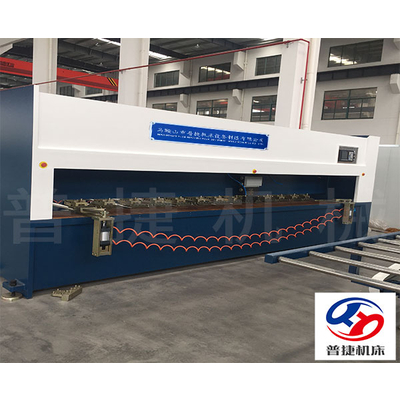
市面上主流的刨槽机类型有立式和卧式两种,立式刨槽机结构类似于门框式,利用夹具拉动板材到对应的加工位置,压钳压紧后通过刀具运动加工V槽,可以理解为通过板材的移动配合刀具加工,刀具只作加工轨迹的直线运动。卧式刨槽机加工原理则与立式刨槽机相反,其设置有大型工作台面,板材放在台面上由压钳固定不动,刀具为龙门架自动机械结构,先由龙门架上的刀具移动装置在Y轴上进行加工路线*,再由龙门架带动刀具进行X轴上的V槽加工。可以理解为固定板材,通过刀具的移动进行加工。两种类型刨槽机各有优劣势。

关于刨槽机的维保
刨槽机配有自动换刀机构的各类加工中心,能在同一台机床上同时实现铣削、镗削、钻削、车削、铰孔、扩孔、攻螺纹等多种工序加工,现代数控机床还采用了多主轴、多面体切削加工。数控系统实现数控机床之间的数据通信,也可以直接对多台数控机床进行控制。
以下是刨槽机的维保注意事项:
1.定时清扫数控柜的散热通风系统.
2.经常监视数控系统的电网电压,电网电压范围在额定值的85%~110%.
3.定期更换存储器用电池.
4.数控系统长期不用时的维护,经常给数控系统通电或使数控机床运行温机程序.
使用刨槽机需要注意以下几个重要事项:
1、 作业员需穿戴工作服、手套,不可穿背心、短裤、拖鞋等,v型刨槽机,个人有不适或遇有意外事故时需*时间让班长知道;
2、 每次开机,刨槽机,机床开始刨槽之前,必须将X轴,Y轴,Z轴回原点;
3、 操作界面显示屏黑屏时,按任意数字键返回操作界面,严禁按启动、重置键;
4、 当面板长度太短时,由于压在其上的活动压料脚太少(≤3)时,控制每次走刀的槽深在0.3mm内。对每次的槽深,刨槽机价格, 刀参数只有一个,所以在需要在一张面板上刻多个槽时必须找到一个适合每个槽深的刀参数;
5、 取油水分离器时,先关掉气阀,然后关闭电子阀开关,把存气排完,才可以取出;
6、 滑块每十天用稠机油*一次,齿条每十天用黄油*一次。
刨槽机价格-刨槽机-普捷机床设备由马鞍山市普捷机床设备制造有限公司提供。马鞍山市普捷机床设备制造有限公司(www.jianbanjichangjia*)是安徽 马鞍山 ,液压机械及部件的*,多年来,公司贯彻执行科学管理、*发展、诚实守信的方针,满足客户需求。在普捷机床设备*携全体员工热情欢迎各界人士垂询洽谈,共创普捷机床设备更加美好的未来。