自动投模配料线定做厂家-自动投模配料线-泰山九鼎称重设备









自动定量分装系统(选配)
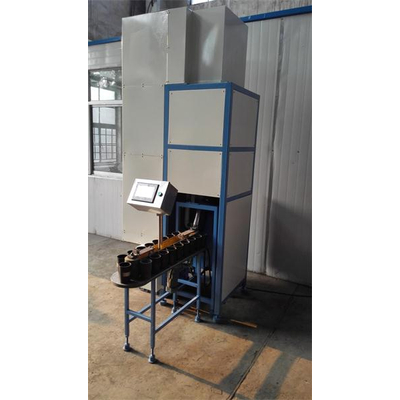
(一)、主要构成
1、储料斗,2、*拱装置,3、定量给料机,4、机架,5、称量系统,6、料箱往返输送机构,7、气动系统,8、电气系统等构成。
(二). 技术性能
1. 能够实现对物料的定量灌装。
2. 称量:25kg,分度值:20g,精度:Ⅲ级。
(三). 工作过程
1、 开机自检,推箱机构自动推出,返回。
2、 按下启动按键,系统启动。首先判断有没有箱,如果没有箱系统不允许加料,如果有箱,先启动快加,快加停止后,再启动慢加。慢加停止后,仪表自动判断是否超差,如超差,输出报警信号,如不超差仪表输出卸料信号给可编程控制器,可编程输出推箱信号,推出后,返回。
3、 手动过程:①手动/自动②手动快加③手动慢加④手动*拱⑤手动推箱⑥报警复位。
4、 在自动位值还是在手动位置,加料过程中不允许推箱,自动投模配料线价格,推箱时不允许加料。
5、 自动循环中,出现报警,按下报警复位键,取消报警,此时打到手动位置,手动能工作。

自动配料系统
在软件设计上,设计开发了画面实时监控和数据库管理(SCADA)等上位机应用软件,能够保存产品配方、料仓数据、实时数据等,并能够实现历史数据查询、报表打印、实时数据及状态显示、远程控制等功能,两台上位机数掘库能够有效地保持同步。设计了下位机PLC主控程序以及通信、配料精度控制和配料车行走子程序。 针对配料系统普遍存在的配料落差控制问题,采用了一种基于模糊自适应结合PID的复合型预测控制算法,算法将模糊自适应控制宽范围快速调节的特点有机结合起来,当系统的偏差大于某一设定值时,采用结合了人的经验的模糊自适应规则控制,自动投模配料线定做厂家,当系统偏差小于设定值时采用PID控制,模糊控制器的两个输入分别为系统期望值和偏差,自动投模配料线销售厂家,通过不同的期望值,预测不同的空中落差,并通过实验证明了该方法的有效性




自动投模配料线定做厂家-自动投模配料线-泰山九鼎称重设备由泰安市泰山九鼎称重系统设备有限公司提供。泰安市泰山九鼎称重系统设备有限公司(www.tsjiuding.cn)坚持“以人为本”的企业理念,拥有一支*的员工队伍,力求提供好的产品和服务回馈社会,并欢迎广大新老客户光临惠顾,真诚合作、共创美好未来。泰山九鼎称重——您可信赖的朋友,公司地址:泰安市南关路南首,联系人:陈经理。





