不锈钢缸筒定做-宏和机械定做液压油缸-陕西不锈钢缸筒
面议
中国
来电请说明在第一枪看到,谢谢!









有一种过程控制方法能缩短珩磨时间,易于让在整个齿面上保持理论上的线接触。因此减少了磨具与工件的点接触。尽管这可能有悖于产生较大残余压应力的要求,但应力依然会使之保持理论线接触。连续改变接触条件会产生良好的动态特性,不会因摆动角度使机床部件产生严重颤振。珩磨过程中,单面线接触珩磨时这类动态特性会对机床产生严重影响。为减小这种影响,要尽可能地采用双面线接触。

珩磨管的热处理加工是一个很重要的工序,经过热处理加工后,可以让其获得较好的性能。那么如何对珩磨管进行热处理加工?
1、其热处理加工工艺过程:锻压退火、粗加工、调质、半精加工、消应力、粗磨、高频淬火、回火、精加工。
以下针对几个比较关键的环节做一下着重介绍:
1、调质:调质的目的就是使其可以具有良好的综合机械性能,因些为了让其可以获得较高的韧性、相应的强度以及优良的力学性能,不锈钢缸筒定做,我们一般都需要对2C*材质进行调质处理。
2、消应力处理:所谓的消应力处理,不锈钢缸筒多少钱,珩磨管出售,其实就是指除应力。在一般情况下,陕西不锈钢缸筒,退火铸、锻、焊件在冷却时由于各部位冷却速度不同而产生内应力,所以要进行处理消应力。

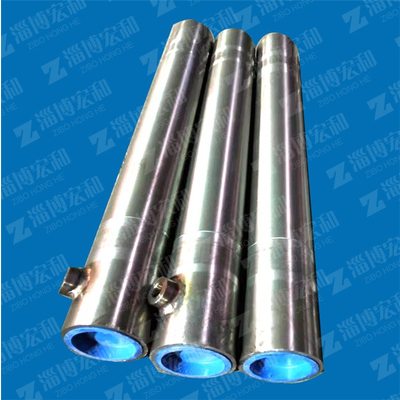
珩磨管选用无缝钢管制造而成,由于钢管内外壁无氧化层、承受高压无泄漏、高光洁度、冷弯不变形、扩口、压扁无裂缝等优点,所以珩磨管主要用来生产气动或液压产品。
珩磨管管路的敷设排列和走向应整齐相同,层次分明。尽量采用水平或垂直布管,水平管道的不平行度应≤2/1000;垂直管道的不垂直度应≤2/400。用水平仪检测。较长的管道须考虑措施以免温度变化使管子伸缩而引起的应力。
不锈钢缸筒定做-宏和机械定做液压油缸-陕西不锈钢缸筒由淄博宏和机械有限公司提供。淄博宏和机械有限公司(www.zbhonghe*)为客户提供“珩磨管,液压油缸,液压泵站”等业务,公司拥有“宏和”等品牌。专注于液压机械及部件等行业,在山东 淄博 有较高*度。欢迎来电垂询,联系人:肖经理。同时本公司(www.sddaoreguo*)还是从事淄博异形液压油缸,聊城不锈钢液压油缸,济南隧道窑用液压油缸厂家的厂家,欢迎来电咨询。

以上内容为不锈钢缸筒定做-宏和机械定做液压油缸-陕西不锈钢缸筒,本产品由淄博宏和机械有限公司直销供应。
声明:第一枪平台为第三方互联网信息服务提供者,第一枪(含网站、小程序等)所展示的产品/服务的标题、价格、详情等信息内容系由会员企业发布,其真实性、准确性和合法性均由会员企业负责,第一枪概不负责,亦不负任何法律责任。第一枪提醒您选择产品/服务前注意谨慎核实,如您对产品/服务的标题、价格、详情等任何信息有任何疑问的,请与该企业沟通确认;如您发现有任何违法/侵权信息,请立即向第一枪举报并提供有效线索。我要举报