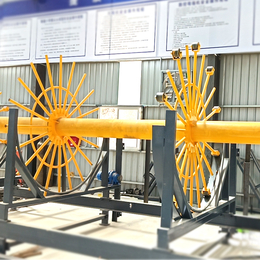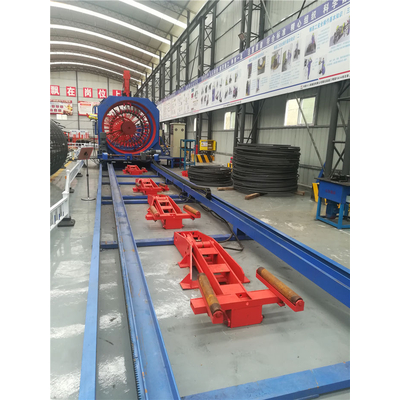
久科机械厂家*-全自动滚焊机-小型全自动滚焊机






 全自动滚焊机电控内有异味的解决方法:
全自动滚焊机电控内有异味的解决方法:1、查看电控柜内的元件是否存在烧坏的情况,全自动滚焊机视频,若发现元件烧坏,应立即对其进行维修或进行更换;
2、查看电控柜内的线路是否存在烧坏的情况,若发现线路烧坏,应立即检查线路烧坏的原因,并对烧坏的线路进行更换。
设备维护与*
1、每天全自动滚焊机生产之前,要对设备状况进行详细检查,主要有如下几个方面:
(1)急停按钮(任意一个)是否处于按下状态、控制电源开关是否处于关闭状态;
(2)各线路连接是否正常;
(3)是否存在漏油想象;
(4)各螺栓螺母是否有松动;
(5)电气柜内粉尘是否过多。
2、设备运行过程中,要注意检查马达是否有过热现象;
3、设备运行过程中,钢筋笼全自动滚焊机,严禁对电气部分进行遮盖,要保持散热顺畅;
4、机器正常运行1个月后,要对断路器、马达接线端子、电箱内接线端子,在电源切断的情况下进行重新紧固;
5、1~2个月要对减速机、液压站油量进行定期检查,数控全自动滚焊机,如有不足,要进行添加,如有漏油现象要进行及时修理;
6、每星期对所有润滑油嘴打黄油一次;
7、钢筋滚焊机正常运行1~2个月后,要对所有的螺栓、螺帽进行重新紧固;
8、每周要定期用油漆毛刷或微风吹风机清除电气柜中的灰尘,保持气柜内清洁,否则可能会引起短路烧坏设备的事故发生;
9、要特别注意如下事项:
(1)设备操作人员须经设备供应方的技术人员操作培训方可进行设备操作,要对设备性能进行充分了解;
(2)严禁用水或压缩空气对电器设备进行冲洗或吹灰;
(3)严禁用湿布或潮湿刷子对电气柜中的电气器件进行清灰作业;
(4)严禁非操作人员擅自操作设备(如变频器、触摸屏等内置参数擅自修改),否则*易造成设备损坏或伤害他人安全的事故发生。
全自动滚焊机滚焊机不起弧、焊接电流过小故障原因及排除方法介绍


全自动滚焊机滚焊机不起弧、焊接电流过小故障原因及排除方法介绍
全自动滚焊机不起弧的原因分析:
1、电源没有电压
2、电源电压过低
3、滚焊机接线错误
4、滚焊机线圈短路或断路
全自动滚焊机不起弧排除方法:
1、检查电源开关和熔断器的接通情况及电源电压
2、调整电源电压
3、检查一次侧和二次侧的接线是否正确
4、检修线圈
全自动滚焊机故障现象及原因:焊接电流过小
1、滚焊机功率过小
2、电源引线和焊接电缆过长,压降过大
3、电源引线和焊接电缆盘成盘形,电杆过大
4、焊接电缆接头松动
全自动滚焊机焊接电流过小排除方法:
1、更换大功率的滚焊机或两台并联使用
2、减小导线长度或加大线径
3、将导线放开
4、将接头重新接好


如何操作全自动滚焊机才能提高工作效率?全自动滚焊机的出现取代了人工加工的方式,全自动滚焊机,提高了工作效率,还能保证产品的质量。那如何操作才能提高它的工作效率?
1.使用全自动滚焊机之前检查性能是否良好,工作台和弯曲机是否保持水平。
2.全自动滚焊机工作前,准备好各个芯轴工具挡,按规定调整芯轴成型轴、挡铁轴等。
3.检查芯轴的挡块、转盘等是否有损坏,如出现问题,及时进行处理。
全自动滚焊机视频-全自动滚焊机-久科机械厂家*(查看)由济宁久科工程机械设备有限公司提供。济宁久科工程机械设备有限公司(www.jiukejixie*)在机械加工这一领域倾注了无限的热忱和热情,久科机械一直以客户为中心、为客户创造价值的理念、以品质、服务来赢得市场,衷心希望能与社会各界合作,共创成功,共创*。相关业务欢迎垂询,联系人:赵传景。