自穿刺铆接设备-自穿刺铆钉-苏州斯旺西机电(查看)
苏州斯旺西机电有限公司自主研发了自穿刺铆钉、自穿刺铆接设备、自动生产线、电涡流无损检测等一系列的高科技产品,已经应用于电气、铝单板、新能源汽车等众多新兴行业。
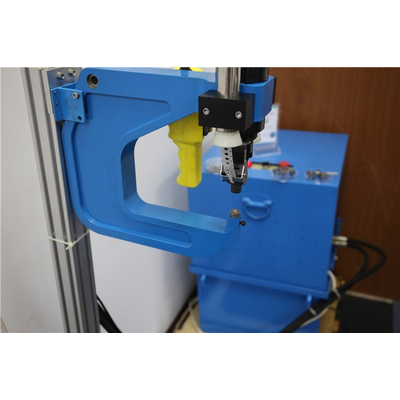
与电阻点焊工艺相比,自冲铆接工艺的主要缺点是:
需要较高的压力,这意味着必须要有安放冲头和铆钉的C形框架来保持*精度;
仅能用于搭接处与边缘处连接;
存在铆钉消耗品;
在凹模一侧形成凸台,限制了自冲铆接在某些情况下的使用。
比较研究了自冲铆接接头与电阻点焊接头的力学性能。通过研究载荷位移关系和拉伸试件的峰值载荷,自冲铆接接头拉伸峰值载荷大于电阻点焊接头,疲劳性能优于点焊,自冲铆接接头*的变形能大于电阻点焊接头。由此可以推断,自冲铆接接头的机械性能优于电阻点焊接头。

苏州斯旺西机电有限公司自主研发了自穿刺铆钉、自穿刺铆接设备、自动生产线、电涡流无损检测等一系列的高科技产品,已经应用于电气、铝单板、新能源汽车等众多新兴行业。
拉铆钉种类大致可分为开口型、封闭型、双鼓型、单鼓型系列,以下就各自型号作简单说明。
沉头型抽芯铆钉:对于铆接后表面要求平滑美观的铆接件的铆接。
双鼓型抽芯铆钉:铆接时,自穿刺铆钉,钉芯将铆钉钉体体末端拉成双鼓形,把两个要铆接的结构件夹紧,并能降低作用在结构件表面上的压力。 用途:主要用于各种车辆,船舶,建筑,机械,自穿刺铆接设备,电子等行业铆接各种薄形结构件。

苏州斯旺西机电有限公司自主研发了自穿刺铆钉、自穿刺铆接设备、自动生产线、电涡流无损检测等一系列的高科技产品,已经应用于电气、铝单板、新能源汽车等众多新兴行业。
铆接适用于少数受严重冲击或承受振动载荷的金属结构,在当前的飞机、工具制造中,占有相当高的比例。通常,铆接分为手工铆接和机械铆接两类。
铆接形式有三种:
1.搭接,当要求两块板铆接后仍处在一个平面上时,需先把一块板折弯,然后再搭接。
2.对接,具体分单盖板对接和双盖板对接两种。
3.角接,分单角钢角接和双角钢角接两种。

自穿刺铆接设备-自穿刺铆钉-苏州斯旺西机电(查看)由苏州斯旺西机电有限公司提供。行路致远,砥砺前行。苏州斯旺西机电有限公司(www.sz-swansea*)致力成为与您共赢、共生、共同前行的战略伙伴,更矢志成为工业制品具影响力的企业,与您一起飞跃,共同成功!同时本公司(www.maoding*)还是从事苏州铆钉,半空心铆钉,自冲铆钉的厂家,欢迎来电咨询。





