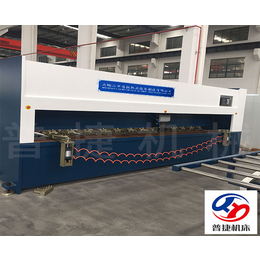
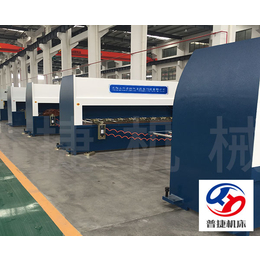
液压折弯机价格-折弯机价格-普捷折弯机(查看)
面议
中国
来电请说明在第一枪看到,谢谢!





要是折弯机制件角度依然存有一定的误差值,数控折弯机价格,你就将会并不是由于模具,或是是平行度的难题,你就将会是机床中的液压系统中,板料折弯机价格,平衡机构沒有确保压力油均匀分布进到左右的油缸导致的,你就须要实现调整。
主要的做法是将折弯机中百分表的表头压缩3-4毫米,踩脚踏让系统升压,在折弯机系统升压或是是系统排荷的那时候,检查百分表时针偏移的情况,要是到了规定的数值就可以停止操作。


不锈钢板数控折弯机加工要点:
由于不锈钢本身具有高屈服点,高硬度,冷加工硬化效果显着的特点,折弯机价格,一般来说:在单元尺寸下,板材越厚,所需的折弯力越大,当选择折弯机设备时,液压折弯机价格,随着厚度的增加,折弯力的余量应该越大; 在单位尺寸下,*拉强度越大,伸长率越小,所需的折弯力越大,折弯角度越大。
数控折弯机加工的的时候回弹问题真的很麻烦,解决方案是在测试后纠正多少度变化,并注意反弹和半径反弹的反弹,具体情况进行分析。当然,如果技术人员的技能很好,他就会错位调整,然后调整设计做出相应的改变,这取决于技术人员的技能和经验。

扭轴数控同步折弯机和电液伺服数控折弯机的区别:
1、蕞大的区别是折弯滑块两边保证同步的结构不同,扭轴的靠同时连接两油缸活塞刚性轴同步,电液伺服靠两边伺服同步阀同步。
2、电液伺服同步精度高,有实时误差反馈,折弯滑块*偏载荷能力强;扭轴同步折弯机同步精度低,没有误差反馈,折弯滑块*偏载荷能力差。
3、电液伺服折弯机液压控制系统要比扭轴同步折弯机复杂,整机价格也高。

液压折弯机价格-折弯机价格-普捷折弯机(查看)由马鞍山市普捷机床设备制造有限公司提供。马鞍山市普捷机床设备制造有限公司(www.jianbanjichangjia*)为客户提供“剪板机,风管生产线,折弯机,卷板机,冲床,刨槽机,激光切割机”等业务,公司拥有“普捷机床”等品牌。专注于液压机械及部件等行业,在安徽 马鞍山 有较高*度。欢迎来电垂询,联系人:徐经理。

以上内容为液压折弯机价格-折弯机价格-普捷折弯机(查看),本产品由马鞍山市普捷机床设备制造有限公司直销供应。
声明:第一枪平台为第三方互联网信息服务提供者,第一枪(含网站、小程序等)所展示的产品/服务的标题、价格、详情等信息内容系由会员企业发布,其真实性、准确性和合法性均由会员企业负责,第一枪概不负责,亦不负任何法律责任。第一枪提醒您选择产品/服务前注意谨慎核实,如您对产品/服务的标题、价格、详情等任何信息有任何疑问的,请与该企业沟通确认;如您发现有任何违法/侵权信息,请立即向第一枪举报并提供有效线索。我要举报