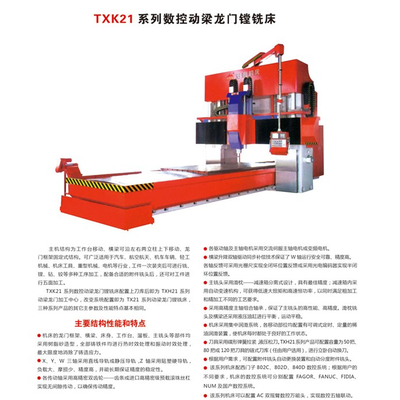
定梁龙门镗铣床-宏泰龙门镗铣床-龙门镗铣床





龙门镗铣床附件铣头夹持系统的设计
对一种铣头夹持系统进行受力计算[10],当油缸处于夹紧状态时,油缸拉紧力为:
FJ=PJ(πD2-πd2)/4 (1)式中:PJ为夹紧油压,MPa; D 为活塞外径,mm; d 为活塞杆直径,mm。
设 PJ=8 MPa、D=52 mm、d=38 mm,代入式(1)得到PJ=7 912.8 N。
通过调整夹紧油压 PJ的大小可以实现所需的夹紧力。 夹紧、松开油压由电磁阀控制,从而实现了附件铣头的自动松夹,一种铣头夹持系统的结构简单、紧凑。

龙门铣床*密招*龙门铣床的秘密三大招
(一)开机前
1,开工前对重要部位进行检查。
2,擦净外露导轨后并按规定润滑各部。
3,空运转并察看润滑系统是否正常。
关机后
1,打扫铁屑。
2,擦拭机床。
(二)
1、龙门铣床**部位
床身及外表(1)擦洗机床表面及各死角,龙门镗铣床,达到无油污。
(2)检查并补齐螺钉手柄、手球。
工作台减速箱
(1)清洗滤油器。
(2)达到清洁无油污。
横梁两侧及主轴箱
(1)检查调整导轨付间隔,达到规定要求。
(2)清除导轨面毛刺。
(三)龙门铣床二级*部位
床身及外表
(1)擦洗机床表面及各死角,达到无油污。
(2)检查并补齐螺钉手柄、手球。
工作台减速箱
(1)清洗滤油器。
(2)达到清洁无油污。
(3)换润滑油脂,数控龙门镗铣床厂家,箱内清洁。
(4)传动轴无轴向窜动。
(5)更换磨损件。
横梁两侧及主轴箱
(1)检查调整横梁对工作台的平行度。
(2)更换磨损件。
润滑系统
(1)清洗各油泵滤油网,保证清洁、无杂物,各油孔畅通,毛毡清洁、无铁屑。
(2)清洗油箱更换新油。
(3)更换磨损件
电器(1)检查各触点接触良好,定梁龙门镗铣床,限位可靠。
2)清洗电机并测绝缘。
(3)检查电磁线。
(4)更换磨损件。

配置数控附件铣头拓展数控龙门镗铣床使用功能
具体刀具中心原点测量过程如下。
(1) 7 号附件铣头与标准 1 号附件铣头刀具中心原点存在偏差值,需要测量的数据有 12 个,见表 7。
(2) 定义宏变量号, 确定测量的偏差值数据存放位置。 7 号附件铣头使用的宏变量编号为 #530~#541,重型龙门镗铣床,这些公共变量号存放的数据寄存器有断电保护功能。
(3) 现场测量 7 号附件铣头与 1 号附件铣头刀具中心原点在 X、Y、W 轴方向的偏差值,使用 300 mm 长BT50 芯棒及百分表等量具进行测量,确定 7 号附件铣头 B 轴在 0°时,7 号附件铣头刀具中心原点与 1 号附件铣头之间的偏差值,

定梁龙门镗铣床-宏泰龙门镗铣床-龙门镗铣床由高密宏泰机床制造有限公司提供。定梁龙门镗铣床-宏泰龙门镗铣床-龙门镗铣床是高密宏泰机床制造有限公司(www.gmhtjc*)今年全新升级推出的,以上图片仅供参考,请您拨打本页面或图片上的联系电话,索取联系人:杜经理。