郑州领诚电子(多图)-杭州齿轮轴淬火设备厂家*







为什么齿轮感应淬火后的表面硬度会比普通淬火的高?
齿轮经过感应淬火后的表面温度会比普通的淬火处理高,这是感应淬火的特点,这也可以称为超硬现象。其实为什么齿轮淬火后表面的硬度更高呢?目前主要有两种解释。一是由于感应加热的方式,缩短了加热时间,在加热的过程中缺乏奥氏体晶粒产生的条件,因此导致了齿轮表面硬度提高了。第二种解释就是因为由于感应淬火时冷却速度快,在齿轮淬火表面层存在较大的残留压应力,从而提高了齿轮的表面硬度。
为了印证残留应力对金属工件的作用,我们特意将经过高频感应淬火设备淬火的工件切断,然后再将其与切断前的硬度做比较,发现经过切断后的硬度平均降低了2HRC以上,因此可以证明残留压应力去除之后,金属工件的硬度是会降低的。为什么齿轮残留留压应力会导致表面硬度的提高呢?我们还可以从另一方面来解释,这就是由于齿轮在经过感应设备淬火的时候,在低温回火过程中,齿轮硬度下降的比普通淬火的要多。
现在,大家明白了为什么要使用高频感应淬火设备了吗?因为齿轮感应淬火后的表面硬度会比普通淬火的更高,使用感应淬火设备,齿轮轴淬火设备厂家*,可获得高硬度高*的金属工件,何乐而不为呢?

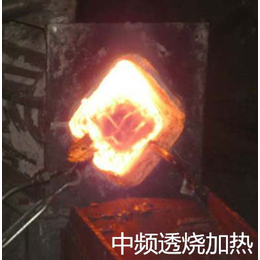
锥齿轮感应淬火工艺
新工艺针对锥齿轮的淬火工艺开发,但不受零件的限制。所有的工件都得到平直的、连续的表面,这样淬火后工件才能得到足够的尺寸精度。
原则上,新装置的工作方式和一般模式相同。附加的是,新装置具有坚固的底部固定和上部固定装置,可以很好地夹持加热后的工件,实现淬火工艺。
采取新一代感应淬火设备和淬火工艺后,实现如下的优点:
(1)工艺过程能够在生产线实现。
(2)单件流动。
(3)工艺随时开始,不需要炉子那样长的加热过程。
(4)由于加热时间短,因此节能。
(5)由于控制优良,可实现*的重复性生产。
(6)工件终尺寸精度。
(7)工件变形小,废品率低。
(8)后续工序少。
淬火设备的核心装置是一种新的感应淬火机床,配置完整的感应器系统和冷却系统。

钢齿圈的感应淬火
钢齿圈的表面感应淬火后技术要求为:表面硬度55HRC~60HRC,淬硬层深为1.1mm~10.8mm(齿顶为10.8mm,齿根为1.1mm)。
齿圈感应加热参数的选择现有的加热方式是采用中频电源,沿齿廓整体旋转加热达到淬火温度后,喷冷却介质,要达到齿顶、齿根均匀的硬化层分布,使齿圈得到接近仿形淬火效果,选择合适的加热功率、加热时间、预冷时间非常重要。根据齿圈同时加热淬火的面积、硬化层深度、比功率及加热时间之间的关系,确定齿圈的加热参数。
感应加热参数对齿圈淬火的影响齿圈感应加热的频率选择是比较复杂的,要选择的电流频率,使齿顶和齿根被均匀地加热有一定的困难,特别是模数m,齿数z及齿宽b等参数的变化都影响频率的选择。

杭州齿轮轴淬火设备厂家*-领诚电子(推荐商家)由郑州领诚电子技术有限公司提供。郑州领诚电子技术有限公司(www.lingchengdz*)在电热设备这一领域倾注了无限的热忱和热情,领诚电子一直以客户为中心、为客户创造价值的理念、以品质、服务来赢得市场,衷心希望能与社会各界合作,共创成功,共创*。相关业务欢迎垂询,联系人:李经理。同时本公司(www.cuihuoxian*)还是从事淬火生产线,牙条淬火调质生产线,丝杆淬火生产线的厂家,欢迎来电咨询。