高频淬火机操作推荐









高频淬火设备对齿轮进行淬火常见问题及处理对策
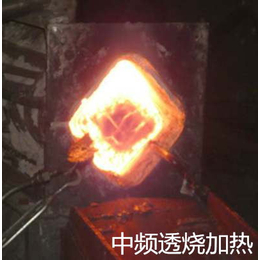
不管是渗碳淬火、碳氮共渗淬火、感应加热淬火还是整体加热淬火,齿轮高频淬火冷却过程可能出现的热处理质量问题主要有:
1、淬火后硬度不足、淬火态硬度不均、淬火硬化深度不够;
2、 淬火后心部硬度过高;
3、 淬火变形超差;
4、淬火开裂;
出现这类质量问题往往与齿轮的材质、前处理、淬火加热和淬火冷却有关。在排除材质、前处理和加热中的问题后,淬火介质及相关技术的作用就特别突出了。事实上,近年来国外对淬火冷却的研究也证明,在改进和提高热处理质量的工作中,注意的正是淬火冷却。
齿轮用高频淬火设备进行热处理冷却中的质量问题
一、硬度不足与硬化深度不够
齿轮高频淬火冷却速度偏低是造成齿轮淬火硬度不足、硬度不均和硬化深度不够的原因,但是,根据实际淬火齿轮的材质、形状大小和热处理要求不同,又可以分为高温阶段冷速不足、中低温阶段冷速不足以及低温阶段冷速不足等不同情况。比如。对于中小齿轮,淬火硬度不足往往是中高温阶段冷速不足所致,而模数大的齿轮要求较深淬硬层时,提高低温冷却速度就非常必要了。提高所用淬火介质的低温冷却速度,往往可以*淬硬层深度。
二、淬火后心部硬度过高
这类问题可能与所选介质冷速过快或介质的低温冷却速度过高有关。解决办法之一是改换淬火油来满足要求。办法之二是与淬火介质生产厂家联系,有针对地加入适当的添加剂来降低淬火油的中低温冷却速度。办法之三是改用淬透性更低的钢种。
三、齿轮高频淬火开裂问题
这个问题主要出现在感应加热淬火中。选择好水性淬火介质,比如国内外普遍采用的PAG类淬火介质代替原来使用的自来水,问题便解决了。感应加热淬火采用PAG介质。可以获得高而均匀的淬火硬度和深而且稳定的淬硬层,淬裂*。


齿轮淬火变形的分析和对策
7T火车后桥锥齿轮是汽车传递动力和改变速度的重要零件,工件材料为22CrMOH钢。生产中发现,齿轮热处理后部分工件出现贯穿性裂纹,另外一些齿轮发现起边超差缺陷,高频淬火机操作,造成不少齿轮失效报废。
锥齿轮要求渗碳层深度为1.7-2.1mm,碳化物为1-5级,马氏体和残留奥氏体为1-5级,表面硬度为60-64HRC,芯部硬度为35-40HRC。检验发现齿轮花键根部应力集中部位是裂纹源处,裂纹沿轴向扩展贯穿轴颈本体,部分主动齿轮裂纹严重贯穿齿根与齿顶处,开裂特征明显。金相*检验发现,主动齿轮带状*中铁素体带处是裂纹源头,裂纹扩展并与带状*平行。部分裂纹呈锯齿状形貌,同事出现严重的次生裂纹,部分裂纹呈碎裂状形貌。
分析认为,从动齿轮畸变超差失效是因工件*均匀性差,带状*严重引起的,工件在热处理中各个部位膨胀系数以及相变比体积变化差异大,引起较大的*应力,造成工件畸变过大超差而失效。主动齿轮出现轴向裂纹系因带状*严重超差造成的。由于带状*严重,相邻部位显微*不同,差异很大,在外力作用下,性能薄弱处和强弱带间适应力集中处,该处力学性能低而各向异性明显,并且处于高应力作用,其横向强度比纵向断裂强度明显低下,在热处理中产生的*应力和热应力作用下,主动齿轮在应力集中薄弱区域萌生裂纹并扩展快裂。
根据以上分析,提出工艺改进措施如下:
(1)生产中从首工序严吧材料检验质量关口,要求带状*≤3级,其他各项技术参数,性能指标合格,不允许不合格材料混入生产流程。
(2)齿轮锻件毛坯件应进行金相检验,带状*≤3级的合格坯件可进入加工程序,防止不合格锻件进入再加工工序。
(3)建议钢厂个锻造厂采用新技术工艺,提高钢材和锻件毛坯*性能质量,为减少和消除齿轮*缺陷和畸变裂纹缺陷失效奠定基础。

活塞杆采用中频淬火炉进行热处理的工艺分析及实施要点
活塞杆是泥浆泵的主要易损部件。为了提高能力,满足工作的需要,采用中频淬火炉进行热处理是非常有必要的。热处理过程中,影响热处理效果的因素有很多,如热处理工艺、原材料等。其中热处理工艺的影响是。因此,掌握活塞杆的热处理工艺实施要点是非常重要的。
活塞杆的热处理工艺分析及实施要点:
1、尽管中碳合金钢的淬透性高于碳钢,但对活塞杆进行调质处理时,仍应确保加热的充分奥氏体均匀化,同时淬火时要散开充分冷却,得到淬火马氏体*,才能确保终的*与硬度符合要求。
2、采用中频淬火炉淬火时,感应器与零件的间隙应均匀一致,旋转速度与下降速度应匹配,避免出现黑白相间的软带,造成*性降低。
3、对加热时间的控制至关重要,否则有可能造成局部过热或过烧,导致其无法使用。

高频淬火机操作推荐由郑州领诚电子技术有限公司提供。郑州领诚电子技术有限公司(www.lingchengdz*)坚持“以人为本”的企业理念,拥有一支*的员工队伍,力求提供好的产品和服务回馈社会,并欢迎广大新老客户光临惠顾,真诚合作、共创美好未来。领诚电子——您可信赖的朋友,公司地址:河南省郑州市高新区玉兰街16号,联系人:李经理。同时本公司(www.lingchengjr*)还是从事导轨淬火设备,机床导轨淬火设备,车床导轨淬火设备的厂家,欢迎来电咨询。