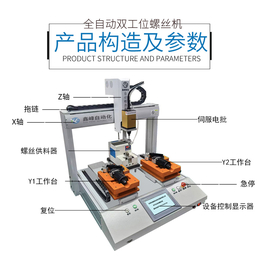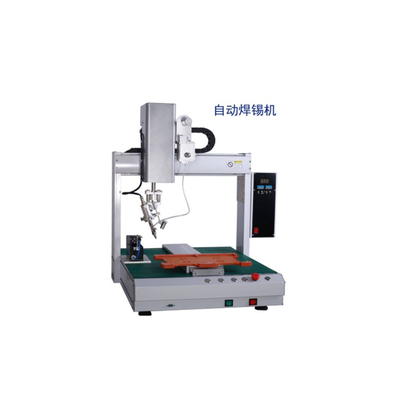
自动视觉锡焊机-宜昌自动锡焊机-特尔信





适当的焊点大小和形状,要回流焊点有足够的寿命,就必须确保焊点的形状和大小符合焊端结构的要求。太小的焊点其机械*不足,无法承受使用中的应力,机器人自动锡焊机,甚至连焊接后存在的内应力也无法承受。而一旦在使用中开始出现疲劳或蠕变开裂,其断裂速度也较快。回流焊点的形状不良还会造成舍重取轻的现象,宜昌自动锡焊机,缩短焊点的寿命期。
受控的锡流方向,受控的锡流方向也是回流焊接工艺中的重要部分。熔化的焊锡必须往所需要的方向流动,才能确保焊点的形成受控。在回流焊接工艺中的吸锡现象,就是和锡流方向控制有关的技术细节。

影响焊锡产品良品率高低的因素:
1、锡线的选择(如客户现有锡线达不到要求,当需供应商配合调配或更换,自动烧锡焊机,自动焊与手工焊的锡线助焊剂含量不一样);
2、焊台与烙铁咀的选型,不同产品的焊锡可能会用到不一样的咀型;
3、夹具的设计会直接的影响到焊锡的**度与装夹效率,就是直接影响产品的工作效率与良率;
4、焊锡机器人的产品是否在焊锡点上形成氧化现象?产品焊点位置是否误差过大?也会影响焊锡的良率;
5、焊锡机器人的调机手的经验与焊锡机器人的维护;
6、焊锡机器人厂家的产品是否运行稳定。

无铅波峰焊机温曲线设置规范与要求。
一、无铅波峰焊机温曲线设置原则:根据线路板材、锡条、助焊剂的供应商提供的有关性能数据等资料作为参考,以实际生产产品不同适当设置各温区温度;
二、设定无铅波峰焊机温曲线依据测试的波峰焊温度为准,若不合格需做相应修改后再测试,自动视觉锡焊机,直到合格为止;
三、特殊要求波峰焊事宜应符合这些条件:1、标准无铅锡条 2、运输速度为0.8m/min-1.8m/min 3、预热温度为80度150度,预热时间为:40S-100S 4、锡炉温度为250度-280度,焊接时间为:2S-8S; 5、要用无铅助焊剂和无铅稀释剂;
无铅波峰焊机
四、无铅波峰焊显示器上实际温度与无铅波峰焊机设置温度相差5度以上时为异常,此时不可在使用波峰焊,待波峰焊维修调整好后才可使用。(如果使用波峰焊治具相差10度为异常);
五、已经设置好的无铅波峰焊机温曲线重要参数入要修改需经工程师确认并存档才可使用;
六、无铅波峰焊运输带角度应为3度-7度;
七、无铅波峰焊机气压设定在4-7kgf/平方厘米。

自动视觉锡焊机-宜昌自动锡焊机-特尔信由苏州特尔信精密机械有限公司提供。苏州特尔信精密机械有限公司(texzdh*)位于苏州吴江经济技术开发区柳胥路7号。在市场经济的浪潮中拼博和发展,目前特尔信在电子、电工产品制造设备中享有良好的声誉。特尔信取得全网商盟认证,标志着我们的服务和管理水平达到了一个新的高度。特尔信全体员工愿与各界有识之士共同发展,共创美好未来。