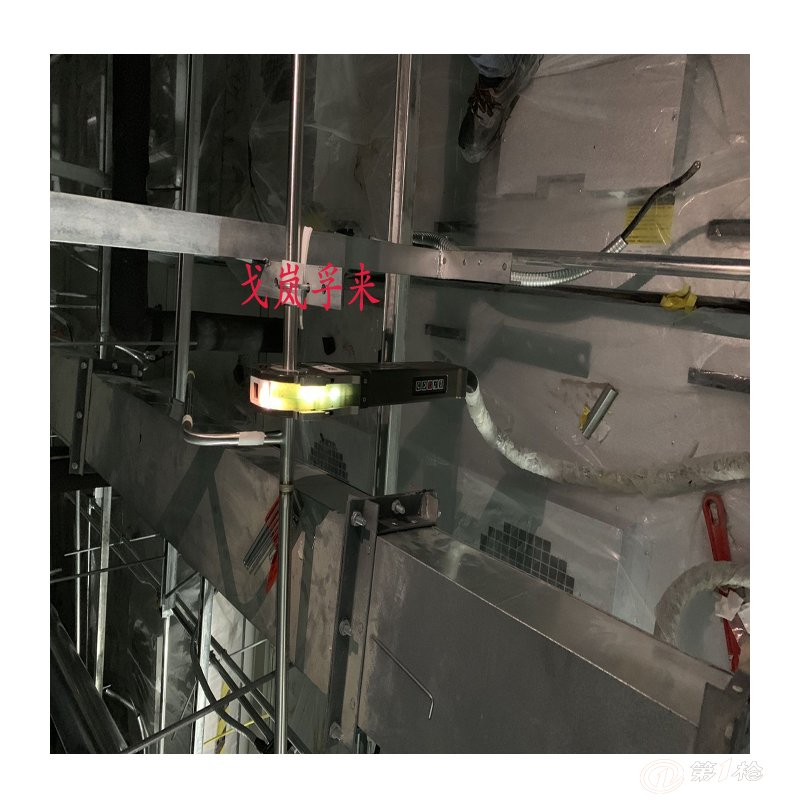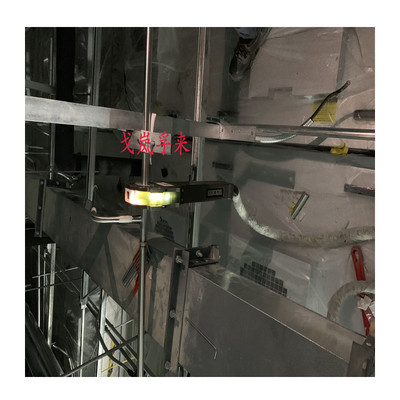

戈岚孚来GFO不锈钢紫铜管子自动焊机
戈岚孚来GFO不锈钢紫铜管子自动焊机系统的主要部件是电源和控制器,焊头以及必要时的送丝机构。 某些尺寸和材料类型的焊接还需要使用水/冷却剂系统。 有许多因素会对焊接结果产生影响。 这些方面包括焊接电流的电弧长度,幅度和脉冲频率,焊接速度,惰性保护气体,母材,填充材料,焊接准备和导热性。通过详细了解如何针对每个单独的焊接任务调整所有这些参数,实现高质量焊接。
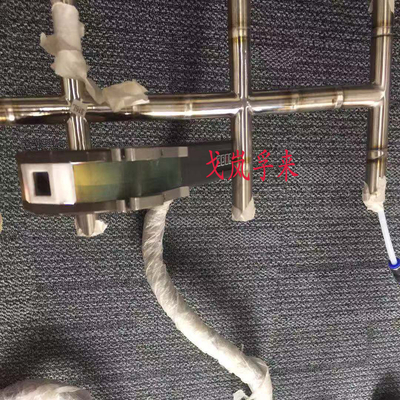
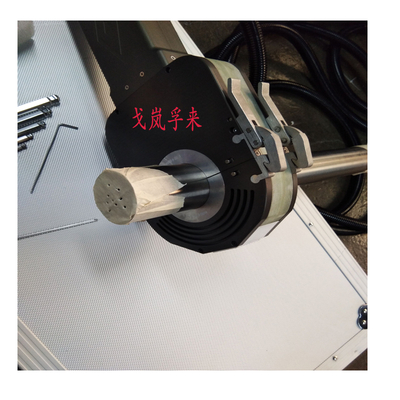
由于戈岚孚来GFO不锈钢紫铜管子自动焊机焊接,即使是6毫米的小标准管直径也可以加工。在较大规模上,可以使用密闭腔室焊接头连接直径大为152mm,壁厚达2.77mm的管道。这些焊头可以非常准确地*割炬,并确保管道牢固固定。即使使用敏感的材料,封闭腔室中的惰性气体气氛也可****热量着色。对于直径在6到152mm之间的管子,可以使用更易于管理的开放式焊头(高纯度应用除外)。柔性软管系统用于在需要时为焊头提供动力,惰性气体,冷却水和填充焊丝。焊接过程中对填充焊丝的需求取决于焊接任务的类型;较厚的管壁和难以控制的母材需要使用额外的材料,而薄壁管可以焊接而无需额外的电线。为了制造高质量的焊缝,必须仔细准备管端,工件的边缘没有氧化皮和杂质。对于直径中等直径的薄壁管,简单的直角锯切割通常就足够了。对于较厚的管壁,必须更仔细地准备边缘,例如使用U形槽横截面。
使用手工焊接很难达到高的质量和安全标准。这是由于某些焊接位置,例如顶部和下部焊接,由于用户在这些焊接位置的限制进入而经常导致错误的焊接。为了完全控制焊池,必须在焊炬的每个位置处的重力和表面张力之间保持****的平衡。通过使用该技术的机械化变体,焊接过程的某些部分由机械部件处理。使用不锈钢紫铜管道自动焊机是熔合工艺。不添加填充金属。
不锈钢紫铜管道自动焊机特点:
内部存储器,****多可支持100个多级多功能焊接计划
8个多级功能,用于全过程控制
可编程,连续或脉冲电流,旋转,送丝,振荡和*C
防尘/防潮触摸薄膜开关
标准软件以多种语言提示
内置高速打印机
提供离线编程选项(PC兼容)
按键切换以限制操作员访问
不锈钢紫铜管道自动焊机可选水冷却装置