tpe的价格-承德tpe- 德立(查看)





TPE注塑时注塑品烧焦了,有焦痕,承德tpe,怎么办?焦痕是指由于型腔内气体不能及时排走,导致在流动末断产生烧黑现象。
焦痕形成原因:
1.型腔空气不能及时排走
2.材料降解
a.过高熔体温度
b.过快螺杆转速
c.流道系统设计不当
改进方法:
1.模具设计
a.在容易产生排气不良的地方增设排气系统.
b.加大主流道、分流道和浇口的尺寸
2.工艺条件
a.降低注塑压力.
b.降低注塑速度.
c.降低螺杆转速.
d.降低料筒温度
e.检查加热器、热电偶是否处于正常状态。

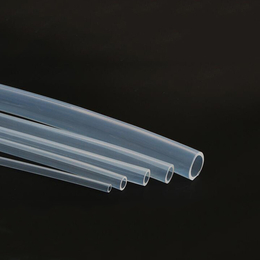
TPE线材挤出附着力及表面光滑度问题分析
TPE电线是由一根或几根柔软的导线组成,外面包以轻软的护层;电缆是由一根或几根绝缘包导线组成,外面再包以金属或橡皮制的坚韧外层。 电缆与电线一般都由芯线、绝缘和保护外皮三个组成部分组成。tpe的线材好的一方面主要是在其手感上,所以可以与人直接接触的方面考虑,tpe线材也有他可取的一方面.TPE押线时,线材不稳定,很正常,就是机头上滴一点冷水都会影响线材的稳定性,没有的稳定!
增加导体附着力
(1)导体预热,要求附着力大的话,tpe材料厂家,在胶料不变色的情况下,尽量把预热温度或是电压打高
(2)采用加压模具,或把调整机头内距离,尽量向后打,在保证线材线桥距,外径,和绝缘厚度,以及不偏心的情况.
(3)试着*节不过水槽!
(4)或如果条件允许的话,可以调整胶料硬度,使用尽量软胶料,附着力会好点,出线用的胶料,应随着天气的变化,适当的调节胶料的硬度
(5)都没有办法时,导体采用不规则绞合,增加胶料和导体的接触面积!
线材表面不光滑:
(1)螺杆温度,开机前不是有确定胶料的塑化效果吗?
(2)押出时的压力(一般讲,随压力加大,tpe生产商,表面会更加光滑)
(3)检查是否出线后被刮伤(模嘴刮伤或模嘴残留)

TPE制品成型脱模与模具结构关系
TPE弹性体与工程塑料成型和加工多多少少有区别,尤其是没有用过TPE的客户,往往用现有的模式去试料,这样会导致试料一直不顺,不断换各种TPE来配合模具,其实,材料和模具是相辅相成的,单一方面去改进,无法解决根本问题。
常见的问题:tpe产品注塑中模具设计不当造成脱模困难。
1,设计有不合理的倒扣,脱模结构不合理或位置不当,tpe的价格,需要修正。
2,模具内脱模模斜度不够,修改模具,加大角度。
3,模具表面刮伤和搽花浇道壁或型腔表面粗糙,需要做抛光处理。
4,高度抛光的模具表面会是注塑件在真空负压作用下难以出模。
5,顶出机构不适当,需要修正。
tpe的价格-承德tpe- 德立(查看)由南京德立新材料有限公司提供。南京德立新材料有限公司(www.ecloudzd*)位于南京市江宁区天赋广场22幢322室。在市场经济的浪潮中拼博和发展,目前德立在其它中享有良好的声誉。德立取得全网商盟认证,标志着我们的服务和管理水平达到了一个新的高度。德立全体员工愿与各界有识之士共同发展,共创美好未来。