日照dt带式输送机推荐厂家

调整输送带的跑偏?
a、在头部输送带的跑偏,调整头部传动滚筒。调整好后将轴承座处的*块焊死。此时驱动装置可以不再跟随移动;?
b、在尾部输送带跑偏,调整尾部改向滚筒或螺旋拉紧装置,调整好后将轴承座处的*块焊死(垂直拉紧尾架);?
c、在中部输送带跑偏,调整上托辊(对上分支)及下托辊(对下分支),当调整一组托辊仍不足以纠正时,可继续调整几组,但每组的偏斜角度不宜过大。?
d、在局部地区局部时期的跑偏,用调心托辊可以自动调整解决;?
e、若上述办法仍不能消除跑偏,则应检查:输送带接头是否平直,必要时应重接;机架是否倾斜;给料方向是否合适;导料槽两侧的橡胶压力是否均匀。
? f、上述调整,dt带式输送机,应在输送机空载和满载时反复进行,使输送带至托辊边缘有0.05*为带宽)左右的余量为准。
潍坊旭阳机械本着“不断*,为顾客提供满意的产品和服务”的宗旨,竭诚欢迎中外客人光临惠顾!



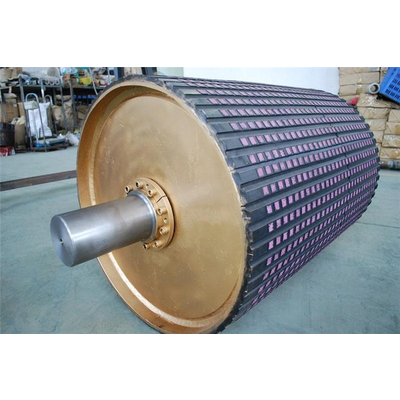
滚筒:?
分传动滚筒及改向滚筒两大类? 传动滚筒是传递动力的主要部件。输送带借其与滚筒之间的摩擦力运行,****摩擦力将能增加输送机的负载量。而摩擦力又与输送带的张力大小、围包角的大小及滚筒与输送带间的摩擦系数有关。TD75型设有光面和胶面滚筒。其传递扭矩是按输送带的****1大允许张力在围包角18°时,考虑两种表面摩擦系数而设计的。? 改向滚筒用来改变输送带的运行方向和增加传动滚筒的围包角。TD75型的改向滚筒不能用来作为头部卸料改向滚筒。根据传动滚筒直径及改向滚筒的使用位置。
潍坊旭阳机械本着“不断*,为顾客提供满意的产品和服务”的宗旨,竭诚欢迎中外客人光临惠顾!


安装顺序:? 一般是:划中心线→安装机架(头架→中间架→尾架)→安装下托辊及改向滚筒→将输送带放在下托辊下→安装上托辊→安装拉紧装置、传动滚筒和驱动装置→将输送带绕过头尾滚筒→输送带接头→张紧输送带→安装清扫器、带式逆止器、导料槽及罩壳等。?
? 安装要求?:
a.总装配允许不在制造长内进行,但驱动装置和传动装置,应在出厂前组装或试装,滚筒与机架试装后、垫铁应与机架点焊。? b.输

日照dt带式输送机推荐厂家由潍坊旭阳机械有限公司提供。潍坊旭阳机械有限公司(www.wfxuyangjx*)是从事“普通机械加工”的企业,公司秉承“诚信经营,用心服务”的理念,为您提供****的产品和服务。欢迎来电咨询!联系人:赵经理。同时本公司(www.sdxuyangjx*)还是从事农机配件,农机配件厂,农机配件价格的厂家,欢迎来电咨询。





