电浆首饰抛光机-南通首饰抛光机-八溢设备操作方便
面议
中国
来电请说明在第一枪看到,谢谢!
首饰的灌石膏工序
首先将石膏和水搅拌成膏浆抽真空、让气泡溢出、将石膏浆沿内壁缓缓注入、尽量让石膏缓缓流下、这样才不会二次生产气泡造成石膏内有气泡、切记不能直接倒在蜡树上、至到石膏浆淹没蜡树1厘米、立即进行第二次抽真空、因为此时石膏还没有凝固、可以将石膏内部的气泡抽掉、随后静置12-24小时、至到石膏完全凝固才可以进行下一个工序,八溢自动化设备有限公司生产的等离子首饰抛光机机主要处理首饰抛光机这道工序,*、操作简单方便、可以有效抛的死角位






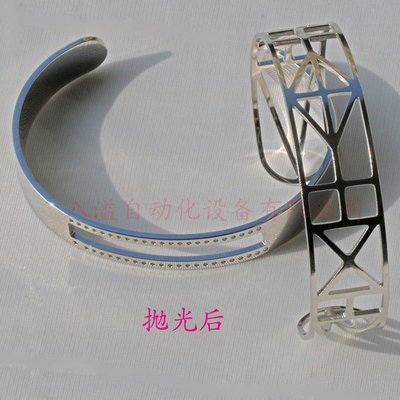
传统首饰死角位抛光处理
首饰死角位抛光处理在传统抛光邻域一直都是一个难解决的问题、因为传统抛光都借助抛光介质来处理的、抛光介质的体积就决定了死角位无法达到。一件首饰会因为死角位处理不到降低它的品质。传统抛光要想处理好死角位需要花很多功夫才可以实现、目前市面上有新型的抛光设备出现、等离子首饰抛光设备、可以轻松处理死角位、它的抛光介质是等离子、小到纳米级别、几乎所有死角位都可以轻松抛光到。八溢自动化设备有限公司生产的等离子首饰抛光机设备处理首饰抛光、死角位等效果好、*、是理想的选择。

首饰的注蜡模
胶膜开好后就可以注蜡了、此工序主要控制蜡温、压力已经胶膜压紧程度。使用注蜡机将蜡的温度保持在70-75℃之间,主要可以保持蜡的流动性、易注满蜡模、减少缺陷,蜡温太高容易产生飞边、太低容易产生注不满等缺陷,形状简单的蜡模采用0.5-0.8kg/cm,形状复杂的首饰采用1.0-2.0kg/cm,注蜡时间控制大件4秒、小件2秒。八溢自动化设备有限公司生产的等离子首饰抛光机机主要处理首饰抛光机这道工序,*、操作简单方便、可以有效抛的死角位、是理想的抛光设备。


以上内容为电浆首饰抛光机-南通首饰抛光机-八溢设备操作方便,本产品由东莞市八溢自动化设备有限公司直销供应。
声明:第一枪平台为第三方互联网信息服务提供者,第一枪(含网站、小程序等)所展示的产品/服务的标题、价格、详情等信息内容系由会员企业发布,其真实性、准确性和合法性均由会员企业负责,第一枪概不负责,亦不负任何法律责任。第一枪提醒您选择产品/服务前注意谨慎核实,如您对产品/服务的标题、价格、详情等任何信息有任何疑问的,请与该企业沟通确认;如您发现有任何违法/侵权信息,请立即向第一枪举报并提供有效线索。我要举报