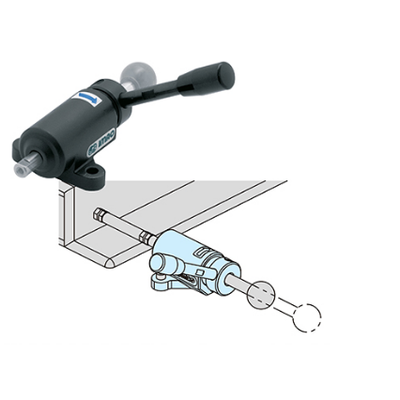
旋转式快捷夹具工作原理-IMAO今尾-夹具
(IMAO今尾)—QLPD150-5X5—工夹具标准件— 快捷夹具—下拉式*销
DSMRO0018
快速夹具哪里用的多
快速夹具(肘节夹具)”的应用面非常广泛,几乎涉及各界工业企业,如何安全 快捷的使用夹具,凡是进行批量生产,夹具,需要*、夹紧的工位均可使用。
一.汽车行业
二.摩托车行业
三.铁路车辆行业(包括地铁、轻轨车辆)
四.自行车工业(包括童车等其它非机动车)
型号D2
(f7)D1
(f7)L 注 ) (以0.1mm为单位)DL2L1D3M
QLPD150-5× 5-(长度mm)553≦L≦501010173M3×0.5-4L
QLPD150-5× 6-(长度mm)6
QLPD200-8× 8-(长度mm)884≦L≦801615224.3M5×0.8-5L
QLPD200-8×10-(长度mm)10
型号M1适用
下拉式快捷夹具质量
(g)
QLPD150-5× 5-(长度mm)M3×0.5QLPD150型min. 8~max.16
QLPD150-5× 6-(长度mm)min. 8~max.19
QLPD200-8× 8-(长度mm)M5×0.8QLPD200型min.30~max.60
QLPD200-8×10-(长度mm)min.31~max.77

(IMAO今尾)—QLPD150-5X5—工夹具标准件— 快捷夹具—下拉式*销

(IMAO今尾)—QLPD150-5X5—工夹具标准件— 快捷夹具—下拉式*销










(IMAO今尾)—QLSNDM12-03-SUS—按扣式夹具—工夹具标准件—按扣式夹具(迷你下推式)
(IMAO今尾)—QLSNDM12-03-SUS—按扣式夹具 —工夹具标准件—按扣式夹具(迷你下推式)
DSMRO0017
雕刻机的*夹具是如何实现工件*的?
(二)工件*的要求
工件*的目的是为了保证工件加工面与加工面的设计基准之间的位置公差(如同轴度、平行度、垂直度等)和距离尺寸精度。工件加工面的设计基准与机床的正确位置是工件加工面与加工面的设计基准之间位置公差的保证;工件加工面的设计基准与刀具的正确位置是工件加工面与加工面的设计基准之间距离尺寸精度的保证。所以工件*时有以下两点要求:一是使工件加工面的设计基准与机床保持一正确的位置;二是使工件加工面的设计基准与刀具保持一正确的位置。下面分别从这两方面进行说明:
类型夹紧行程L2MH1HDL1WH3H2M1H4LAH5
QLSNDM08-01117M 8×1.251639.516218612M4×0.7-12L 不完全螺丝部11528.5115
QLSNDM12-011.522M12×1.752453.5222710817M5×0.8-15L
不完全螺丝部1.518.538137
QLSNDM12-03
QLSNDM(四氧化三铁膜)
型号手柄载荷
(N)夹紧力
(N)质量
(g)
QLSNDM08-0151050
QLSNDM12-01120
QLSNDM12-031330
型号手柄载荷
(N)夹紧力
(N)质量
(g)
QLSNDM08-01-SUS51050
QLSNDM12-01-SUS120
QLSNDM12-03-SUS1330
型号手柄载荷
(N)夹紧力
(N)质量
(g)
QLSNDM08-01-NP51050
QLSNDM12-01-NP120
QLSNDM12-03-NP1330


(IMAO今尾)—QLSNDM12-03-SUS—按扣式夹具 —工夹具标准件—按扣式夹具(迷你下推式)
(IMAO今尾)—QLSNDM12-01-SUS—按扣式夹具 —工夹具标准件—按扣式夹具(迷你下推式)
DSMRO0017
雕刻机的*夹具是如何实现工件*的?
工件*时,由于工艺系统在静态下的误差,会使工件加工面的设计基准在工艺系统中的位置发生变化,旋转式快捷夹具工作原理,影响工件加工面与其设计基准的相互位置精度,但只要这个变动值在允许的误差范围以内,即可认定工件在工艺系统中已占据了一个正确的位置,即工件已正确的*。
(IMAO今尾)—QLSNDM12-01-SUS—按扣式夹具 —工夹具标准件—按扣式夹具(迷你下推式)
(IMAO今尾)—QLSNDM12-01-SUS—按扣式夹具 —工夹具标准件—按扣式夹具(迷你下推式)
旋转式快捷夹具工作原理-IMAO今尾-夹具由深圳电商商业股份有限公司提供。深圳电商商业股份有限公司(www.d*ro*)实力雄厚,信誉可靠,在广东 深圳 的换热、制冷空调设备等行业积累了大批忠诚的客户。公司精益求精的工作态度和不断的完善*理念将*电商集团和您携手步入*,共创美好未来!






