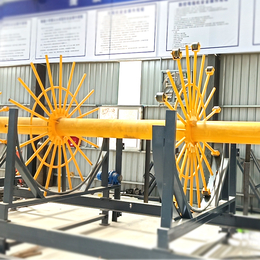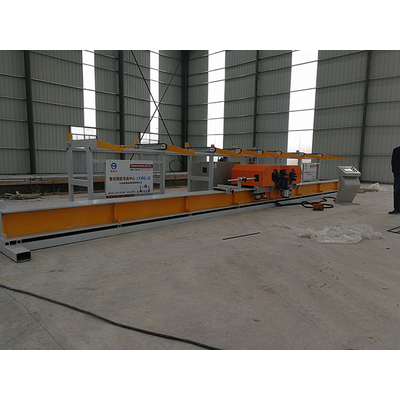
钢筋数控弯曲机-中济鲁源机械生产厂-立式钢筋数控弯曲机厂家








钢筋数控弯曲机的一般故障和故障排除方法:
1、钢筋数控弯曲机踩下脚踏开关时无动作。此时,可能存在未返回其原始位置的弯曲头,或者线路松动,或者脚踏开关已被移除(触摸屏上显示警报)。 首先按下紧急停止开关时,机头始终反转,紧急停止改变机头的圆形接近开关。如果没有头部旋转,来检查线路是否已连接,****后检查脚踏开关线。无论是否有断点,全自动钢筋数控弯曲机牌子,都可以进行*。
2、只需踩主脚踏开关主轴即可伸展而不弯曲。此时,有机头上的主轴延伸检测开关被损坏,更换或调整。
3,钢筋数控弯曲机头会自动返回,但没有下一步动作。此时,自动返回的一个或两个磁头的主轴返回到检测开关以进行损坏,更换或调整。
4、身体总是弯曲而不会回来。此时,请确保行程开关没有损坏,或位置太高,可以更换或调整。
5、当身体弯曲时,弯曲操作根本不会移动。目前,这是由于弯曲超过主机的弯曲能力,并且可以移除一些钢筋。
6、钢筋数控弯曲机弯曲时,弯曲机头移动很大。这是因为没有锁*置。调整大小后,拉下开关以固*置。
7、当主机弯曲时,当某个机头移动时它会跳闸。这是因为电机很容易被内部短路更换,因此可以更换电机。
8、如果有两个头同时弯曲,则只有一个头可以工作。 如果行程开关短路或行程开关没有损坏,可能会发生电机烧坏。
9、当钢筋数控弯曲机主轴伸展时,它总是伸展然后减速。 主轴可能不会突出,检测开关可能会损坏,或者主轴可能会弯曲。 如果主轴可以进入前轴盖,则需要逐个检查每个主轴的主轴深度。 原位检测开关。
10、它在身体弯曲时停止。 这是因为弯曲机头上的原点检测开关损坏或位置太低。 打开机器的侧盖,测量原位开关和测量盘之间的距离(正常距离检测点约为3 mm,距非检测点的距离为6 mm)。 顶部,如果开关指示灯始终打开或关闭,请更换开关。
钢筋数控弯曲机故障排除方法


钢筋数控弯曲机故障排除方法
钢筋数控弯曲机故障的排除方法,钢筋弯曲机的实用新型主要包括减速机,大齿轮和小齿轮等,工作台面的*方杠上有设置的若干*轴孔,接下来看看钢筋数控弯曲机故障的排除方法。
1、钢筋数控弯曲机弯曲钢筋出筒后,钢筋数控弯曲机,如果头往上翘,可以调节****后一边一组轮适当往下压,如果出头之后钢筋往下翘,调节****后下边一组轮适当的往上顶。
2、钢筋数控弯曲机的弯曲芯轴在调节时,先调节起落架汽缸,使得弯曲芯轴的上顶点与导线筒孔的下边成水平,或者低导线筒孔下边1毫米左右。
3、当钢筋数控弯曲机弯双筋时,靠外一根钢筋出来后,有脱落弯曲芯轴的现象,将预矫直一组轮的外轮适当向内压,使得双筋相互靠拢。
如果大家在遇到钢筋弯曲机出现以上故障,立式钢筋数控弯曲机怎么样,可以根据以上方法来排除故障,关于数控钢筋弯曲机方面我们会继续给大家介绍,欢迎继续关注。


钢筋数控弯曲机操作注意事项
钢筋的弯曲成型办法有手艺曲折和机械曲折两种。钢筋弯曲应在常温下进行,不得将钢筋加热后曲折。手艺弯曲成型设备简略、成型准确;机械曲折成型可减轻劳动强度、****工效,但操作时要注意安全。
(1)手工弯曲直径12mm以下的细筋可用手摇扳子,弯曲粗钢筋可用铁板扳柱或横口扳手。
(2)弯曲粗钢筋及形状较杂乱的钢筋(如弯起钢筋、牛腿钢筋)时,应在钢筋曲折之前,根据钢筋料牌上标明的尺度,用石笔将各曲折点位置标出。划线时应根据不同的曲折角度扣除曲折调整值,其扣法是:从相邻两段长度中各扣一半。钢筋端部带半圆弯钩时,则该段长度划线时应增加0.5d(d为钢筋直径),划线作业应在作业台上从钢筋中线开端向两头进行,不得用短尺接量,以免发生误差积累。
(3)弯曲细钢筋(如架立钢筋、散布钢筋、箍筋)时,可不划线,但要在作业台上按各段尺度要求,钉上若干标志,按标志进行操作。
(4)钢筋在弯曲机上成型时,芯轴直径宜为钢筋直径的2.5倍,成型轴需加偏疼轴套,以习惯不同直径的钢筋弯曲需要。
(5)一根钢筋弯曲成型后宜与配料表进行复核,符合要求后再成批加工;对杂乱的弯曲钢筋(预制柱牛腿、屋架节点等),宜先弯一根,经过试拼装后,才能成批弯创。成型后的钢筋应形状正确,平面上没有凹曲现象,立式钢筋数控弯曲机多少钱,在曲折弯处无裂纹。
(6)曲线形钢筋成型,能够在原钢筋弯曲机的作业盘*加装一个推进钢筋用的十字架和钢套,在作业盘四个孔内插上顶弯钢筋用的短轴同成型钢套和*钢套相切,在插座板上加工挡轴圆套,插座板上挡轴钢套尺度可根据钢筋曲线形状选用。
(7)螺旋形钢筋成型,小直径可直接用手摇滚筒成型,较粗(φ16~φ30)钢筋能够在钢筋数控弯曲机的作业盘上装置一个型钢制成的加工圆盘,如图1-4(b)所示,圆盘外直径大至等于需加工螺栓筋(或圆箍筋)的内径,插孔大至等于弯曲机板柱间距,使用时将钢筋一端固定,即可用一般钢筋弯曲加工办法弯制成所需的螺旋形钢筋。
钢筋数控弯曲机-中济鲁源机械生产厂-全自动钢筋数控弯曲机牌子由山东中济鲁源机械有限公司提供。山东中济鲁源机械有限公司(www.zjlyjx*)位于山东省济宁北湖省级旅游度假区石桥工业园区翔浩科技园东区北一、二跨。在市场经济的浪潮中拼博和发展,目前中济鲁源在工程机械配件中拥有较高的*度,享有良好的声誉。中济鲁源取得全网商盟认证,标志着我们的服务和管理水平达到了一个新的高度。中济鲁源全体员工愿与各界有识之士共同发展,共创美好未来。