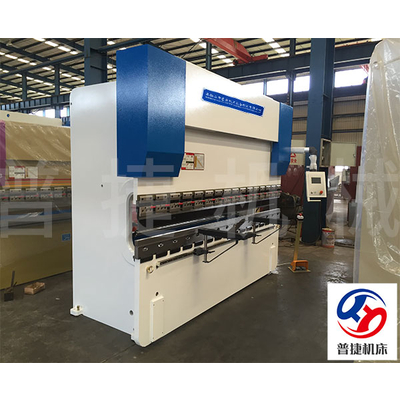
电动液压折弯机.-普捷机床设备(在线咨询)-液压折弯机





想要购买一台合适的数控折弯机?首先需要考虑如下几个因素:
1.根据所需加工折弯的金属板材材质、板材厚度,来计算出需要购买多少吨的cnc折弯机,电动液压折弯机.,这里的吨数指的是折弯机的蕞大压力,而非数控折弯机重量;
2.折弯机刀口面宽度(根据板材长度确定)、喉口深度以及立柱间距离;
3.是选择电液同步数控折弯机还是扭轴同步折弯机也是要考虑的问题,液压折弯机,电液同步类型的折弯机可以更智能和全自动化,但是价格更高,扭轴同步类型的折弯机价格便宜;
4.电液同步折弯机的选择类型比较多,可以根据加工工件要求进行定制,例如轴数要求、补偿类型、激光测试、安全防护(激光保护或光幕保护)等。


液压折弯机在使用过程中常会遇到一些问题,较为麻烦的就是回弹问题,主要的解决方案是在测试后纠正多少度变化,并注意反弹和半径反弹的反弹,具体情况进行分析。当然,如果技术人员的技能很好,他就会错位调整,然后调整设计做出相应的改变,这取决于技术人员的技能和经验。
液压折弯机操作应注意以下几点:
1、在这个过程中加压弱点后自动停止下降,数显液压折弯机,若压力或大幅上升的过程中慢下来,不能下降或上升。
2、自动停止当压力;增加是正常的,不是快速下降,但产品的正常压力。
3、当高低压产品。有时是正常的一半,有时不正常的一半。但当之间的正常,双方就不正常了.两岸的正常,非正常中间。材料的折弯强度越大,弹性回复越大,所需压力的角度越小,以获得90度的弯曲角度。与相同厚度的碳钢相比,不锈钢具有较大的弯曲角度,这应特别注意*碎裂纹的发生并影响工件的强度。

1. 严格遵守折弯机安全操作流程,按规定穿戴好劳动防护用品。
2. 启动液压折弯机前须认真检查电机、开关、线路和接地是否正常牢机各操纵部位、是否处于正常位置。
3. 检查折弯机上下模的重合度和坚固性;检查各*装置是否符合被加工的要求。
4. 在上滑板和各*轴均未在原点状态时,运行回原点程序。
5. 液压折弯机启动后空运转1~2分钟,上滑板满行程运动2~3次,如发现有不正常声音或有故障时应立即停车,将故障排除;一切正常后方可工作。
6. 折弯机工作时应由一人统一指挥,使操作人员与送料压制人员密切配合,确保配合人员均在安全位置方可发出折弯信号。
7. 板料折弯时必须压实,以防板料在翘起时伤人。
8. 调板料压模时必须切断电源,停止运转后进行。
9. 在改变可变下模开口时,不允许有任何料与下模接触。
10. 液压板料折弯机在工作时,机床后部不允许站人。
11. 扭轴同步的液压折弯机,严禁单独在一端处压折板料。
12. 运转时发现工件或模具不正,液压折弯机厂家,应停车校正,严禁运转中用手校正以防上手。
13. 禁止超厚的铁板或淬过火的钢板、高及合金钢、方钢和超过板料折弯机性能的板料;以免损坏机床。
14. 经常检查上下模具的重合度,压力表的指示是否符合规定。
15. 发生异常应立即停机,检查原因并及时排除。
16. 关机前,要在两侧油缸下方的下模上放置木块;将上滑板下降到木块上。
17. 先退出系统控制程序,后切断电源。


电动液压折弯机.-普捷机床设备(在线咨询)-液压折弯机由马鞍山市普捷机床设备制造有限公司提供。马鞍山市普捷机床设备制造有限公司(www.jianbanjichangjia*)为客户提供“剪板机,风管生产线,折弯机,卷板机,冲床,刨槽机,激光切割机”等业务,公司拥有“普捷机床”等品牌。专注于液压机械及部件等行业,在安徽 马鞍山 有较高*度。欢迎来电垂询,联系人:徐经理。