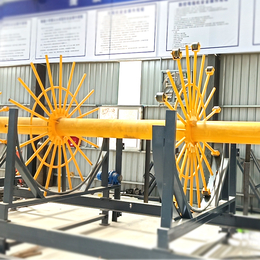
山东中济鲁源机械-智能数控钢筋笼成型机图片-数控钢筋笼成型机












数控钢筋笼成型机的性能特别是力学性能的优劣,主要取决于钢筋的化学 成分,化学成分的含量对钢筋的性能有着不同程度的影响,各种化 学成分对钢筋的影响如下:
1 ?碳(C)
碳是决定钢筋强度的主要元素,如果钢筋的含碳量少,钢筋的
强度和硬度就低,此时钢筋的塑性和韧性就较好。钢筋的含碳量 增加,其强度和硬度就会****,但相应的钢筋塑性和韧性就会降 低。当含碳量过多吋,会严重降低钢筋的焊接性能,甚至引起局部 脆裂。
区别钢与生铁的标志也是以含碳量来表示的,钢的含碳量一 般在0.04%?2%之间,含碳量超过2%的为生铁。
2?锰(Mn)
锰的作用是脱氧去硫,减轻热脆性的影响,****钢筋的可焊性 能。锰的含量在1.0%以下时,不降低钢筋的塑性和韧性;当含锰 量超过1.0%时,钢筋的塑性和韧性就会下降,高速数控钢筋笼成型机哪家好,脆性*,可焊性 变差。
3.硫(S)
硫是钢筋中的*杂质,它使钢筋的热脆性(高温下使钢变脆 的性质)变大,力学性能和疲劳强度都不同程度的降低。含硫量高 的钢材经过焊接或热处理后容易产生裂纹,因此钢筋中的硫含量 一般控制在0.05%以下。
数控钢筋笼成型机的工作流程


数控钢筋笼成型机的工作流程
数控钢筋笼成型机操作流程1:主筋上料
预先将主筋下料、对焊或套筒连接成图纸所需长度,然后吊放于主筋储料架上,以备用;
主筋储料架,适合储存9M/12M/18M/22M的钢筋;整体采用H型钢焊接组装而成;并采用分断式结构,距离2米/个;便于拆装和运送。
数控钢筋笼成型机操作流程第2步: 盘筋上料
将盘筋吊于放线架上,*大载重2T,高1.7M,立柱可定制成弹性型。
数控钢筋笼成型机操作流程第3步: 主筋穿丝并赶紧
工人将主筋抖落分布于分料盘的圆周上;同时,穿入固定盘和移动盘环形模板的导管内;并在移动盘的导管内用螺栓夹紧。
分料盘系统由多个分料盘组成,与固定盘相连,并可跟随同步旋转运动;端部的辊轮,可削减旋转阻力。
夹紧时,留意每根主筋的错位长度,通常是1M左右。
数控钢筋笼成型机操作流程第4步:盘筋穿丝并环绕固
焊接机械手(价格另计),*大焊接速度为40-60点/分钟)
数控钢筋笼成型机操作流程第5步:钢筋笼与旋转盘别离
堵截绕筋:移动盘前移,钢筋笼与固定盘别离;松开主筋与移动盘导管的螺栓;移动盘前移,钢筋笼与移动盘别离。
数控钢筋笼成型机操作流程第6步: 卸笼,降下液压支撑
卸笼,行吊或人推滚下。
在整个焊接过程中,为避免钢筋笼因自重而变形,需配置多个液压支撑装置。
专门设计的液压站,高速数控钢筋笼成型机报价,采用国内通用的液压组件,持久*、具有高互换性。
数控钢筋笼成型机操作流程第7步: 移动盘复位,智能数控钢筋笼成型机哪家好,准备下一个生产循环钢筋笼滚焊机,全自动钢筋笼滚焊机


数控钢筋笼成型机原理特点和设备优势
我公司是一家研发生产自动化数控钢筋加工设备的大型工程装备企业。公司主要供应:数控钢筋笼成型机,数控钢筋笼滚焊机等工程设备。
数控钢筋笼成型机原理特点和设备优势需要在设备上制作骨架时(人员少,工作量不足,无机械连接、单节钢筋笼等情况),可按人工制作方式生产,数控钢筋笼成型机,利用胶辊带动骨架转动,可完成全部主、箍筋焊接生产。完工的骨架不下设备,继续进行绕筋工作。还可在机器上点动钢筋笼,完成焊接机器上骨架制作过程;
数控钢筋笼成型机备齐一节钢筋笼所需箍筋按位置平放两胶辊上,将一根主筋抬放于胶辊长度上方,调整好起始尺寸,竖直箍筋,主筋靠着箍筋单面施焊,待主筋转至上方再补焊。
数控钢筋笼成型机焊完一节主、箍筋,低速转动胶辊,抬第二根主筋准备焊接。此时按选定生产工艺确定旋转方向,采用卡具(比子)制作骨架时,待第二根主筋或多根主筋焊完后,主筋下行。若采用挂钩工艺则反向旋转,应注意多根主筋焊好后有可能出现偏重,可将小车部分;车架、圆盘、放线器、轨道、行走轮、电机等组成。
数控钢筋笼成型机圆盘用于缠绕筋存放,绕筋通过放线器连接于骨架,骨架旋转、小车直行,缠绕筋拉动圆盘自行转动。
数控钢筋笼成型机调速;按绕筋间距要求的10倍在车轮下方做记号,数钢筋笼转10圈整,测量小车行走距离,变频调速至接近该数值为宜,并记住变频调定值备用。也可直接在钢筋笼上测量与调整要求的间距值。在主机速度确认不变后,根据变频器初始参数0-50均分并计算,可以快时间调到所需数值。确认的一个或几个数值记录备用。场地足够时可以不用小车上的圆盘,在一定距离上将盘圆材料后倒卧放,缠绕筋直接通过放线器进行绕筋工作,也可以用调直机配合使用。
高速数控钢筋笼成型机报价-数控钢筋笼成型机-山东中济鲁源机械由山东中济鲁源机械有限公司提供。山东中济鲁源机械有限公司(www.zjlyjx*)是从事“数控钢筋笼滚焊机,数控钢筋弯曲中心,数控钢筋弯箍机”的企业,公司秉承“诚信经营,用心服务”的理念,为您提供****的产品和服务。欢迎来电咨询!联系人:王经理。