定做五金件端子-捷友连接器国内品牌商-五金件端子
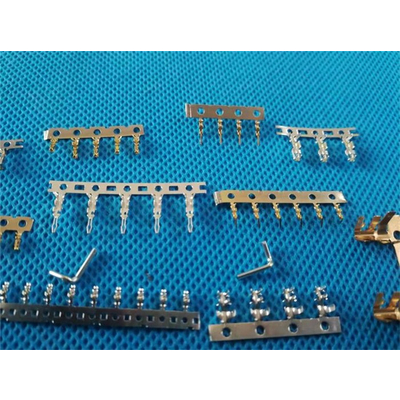
五金件端子焊前镀锡
焊接前应将清洗过的接触件焊窝和导线的剥皮端进行镀锡,以提供良好的可焊性。玻璃烧结密封电连接器接触件尾孔镀锡时,可将待连接器放置在一个合适的夹具或固定装置内,使五金件端子牢牢夹住并使用焊窝朝上,焊孔稍稍向上倾斜,使融化的焊锡易于流入焊窝底部。
焊接:焊接要在5s内完成,电烙铁长时间接触焊件会使焊窝逐渐加温而过热,导致焊接处附近绝缘体变形,接触件位移以及材料恶化。因在短时间焊接20个以上的接触件时所积累的热量对五金件端子性能*,故在焊接20-40个接触件的连接器导线时,只能先焊接一半。当电五金件端子冷却后再焊接剩下一半。当焊接40-60个接触件的连接器导线时,可将焊接过分为三个阶段,中间冷却两次。





五金件端子设计选材要求
五金件端子满足零件功能的要求:接触件选材应以性能为依据。必须保证插合后接触可靠。壳体材料首先要保证设计强度和刚度要求,还要满足成塑工艺要求。绝缘体材料必须具有优良的电器性能和作为结构件所需的机械性能。起*、锁紧和屏蔽等功能的关键弹性零件,应选用具有可靠性性能的材料。
耐环境
使用环境的特殊性对电五金件端子提出了非常严苛的要求:如由于受到温度的影响,某系连接器一般都不会选用PVC材料,考虑辐射非金属才来的损害,电连接器应选用经适用考核通过的辐射绝缘材料。考虑到产品性能等,电连接器还应该选用无害和阻燃的材料等。

五金件端子壳体化学镀镍
它利用还原剂的方法在零件上沉积镍而获覆盖层。不用电、均镀能力好,适用于形状复杂、具有深槽、深孔的零件。化学镀镍层结合力好,其光亮度、硬度、*、耐腐蚀性好。但成本较高,一般仅用于特殊要求的连接器壳体和某些附件上。
五金件端子化学镀镍的常见缺陷是镀层气泡、掉皮、有麻点、发暗、镀不上或局部镀不*。其产生的原因是镀前处理不良,温度波动大,汽车停留在镀件表面,镀液被污染等。