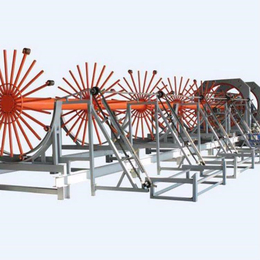
全自动钢筋笼滚焊机-力孚重工(在线咨询)-钢筋笼滚焊机







钢筋笼滚焊机各步骤具体操作如下:
a)设备安装调试在设备安装时,钢筋滚笼焊机生产厂家,主要考虑钢筋笼的大小、同排主筋数量、主筋的间距、箍筋的间距等因素,固定盘和移动盘的螺栓数量和间距由设计图纸中钢筋笼直径、主筋数量和间距来控制,全自动钢筋笼滚焊机,拖动系统的行走速度由箍筋间距来决定,钢筋笼旋转一周,移动盘向前行走距离为箍筋绕主筋一周的长度;
b)上料 把主筋安放到主筋料架上,每次安放主筋的数母符合设计图纸中钢筋笼主筋数云要求;把口盘箍筋安放到箍筋料架上,并让箍筋穿过箍筋矫直机构;
c)穿筋、固定 主筋通过分料盘穿过固定盘到移动盘,并在移动盘对其进行固定,主筋的间距符合设计图纸要求,按照设计图纸的要求,把加工好的加强钢筋箍放到主筋笼内;
d)起始焊接 将箍筋和主筋交叉焊接固定,箍筋并排连续绕两圈,并与主筋焊接牢固;
e)正常焊接 分料盘和固定盘同步旋转,使箍筋连续在主筋上缠绕,并进行焊接;同时移动盘按照箍筋间距设置的参数,在拖动系统下缓慢向前移动,并按照设计要求,对加强钢筋箍进行*焊接;
f)终止焊接 一节钢筋笼箍筋焊接完成后.终止焊接作业;
s)切断箍筋 根据一节钢筋笼箍筋预留的长度,把箍筋切断;
h)分离固定盘 向前移动加工完成的钢筋笼,使钢筋笼和固定盘完全分离;
i)松筋 松开钢筋笼滚焊机固定主筋和移动盘的螺栓;
i)分离移动盘 移动加工好的钢筋笼,使钢筋笼和移动盘完全分离;
k)卸笼 把加工好的钢筋笼移离支撑架,并把钢筋笼垫高覆盖;
l)降下支撑架 降下支撑架使其归位;
m)移动盘归位 移动盘归位,准备生产下一节钢筋笼。
钢筋笼滚焊机的安全事项


钢筋笼滚焊机发作异常情况如无法焊接,钢筋笼滚焊机,电弧不稳定,焊接效果欠好,呈现气孔等异常现象时,不要过早断定是CO2滚焊机发作毛病,钢筋滚笼焊机报价,上述毛病或异常现象的发作,往往有下列要素:如保险丝熔断、紧固部分的松脱、忘记开关、设定的过错、电缆的断线、气体胶管的龟裂漏气、焊枪损坏等,这些毛病和异常现象是能够由操作者自己扫除的。
变压器过热1.过载 2.变压器绕组短路1.减小焊接电流 2.扫除短路毛病
焊接电流过小1.次级电源线过长过细(导线压降太大) 2.次级电源线盘成圈状(电感太大) 3.次级电源线触摸不良(衔接处触摸电阻太大或与过作触摸不良)1.减小长度或放大面积 2.扫除圈状 3.重新衔接,使触摸电阻减小。
焊接电流过大或过小1.电路中起感*效果的绝缘损坏(引起电流过大) 2.磁回路发生涡流(引起电流减小)1.修正绝缘损坏处 2.调整铁心间隙
焊接电源线过热1.全根导线过热:导线截面积过小 2.衔接处过热:衔接处的触摸电阻过大1.替换较大面积的导线 2.重新衔接,减小触摸电阻
焊接电流忽大忽小动铁心在焊接时方位不稳定固定调理手柄或动铁心
焊接时有“嗡嗡”异声动铁心的制动螺钉或绷簧过松固紧制动螺钉或调整绷簧压力
钢筋笼滚焊机常见毛病及扫除方法(滚焊机修理)
毛病现象及原因:滚焊机不起弧
1、电源没有电压
2、电源电压过低
3、滚焊机接线过错
4、钢筋笼滚焊机线圈短路或断路
扫除方法:
1、查看电源开关和熔断器的接通情况及电源电压
2、调整电源电压
3、查看一次侧和二次侧的接线是否正确
4、检修线圈


钢筋笼滚焊机属于生产制作钢筋笼的机械设备,钢筋笼滚焊机在我国的钢筋行业起着重要的作用,不仅****了工作效率而且还节省了一定的人力劳动,那么我们在操作钢筋笼滚焊机时怎样可以减少故障发生呢?
1.首先我们在操作钢筋笼滚焊机期间应定期的*和维护,不仅可以减少故障的发生而且还能延长使用寿命,在操作钢筋笼滚焊机严格的按照规程操作可有效的减少故障的发生。
2.操作钢筋笼滚焊机的工作人员应有熟练的技术以及熟悉的了解钢筋笼滚焊机的使用性能,出现异常情况时可以及时的进行解决从而减少对钢筋笼滚焊机的磨损。
3.禁止钢筋笼滚焊机超负荷工作,超负荷工作会严重的磨损各部缩短使用寿命,影响钢筋笼滚焊机的正常使用。
在操作钢筋笼滚焊机时应做到定人定岗操作,禁止擅自离岗,应随时的观察运行状况,保证钢筋笼滚焊机的正常使用从而可有效的减少故障的发生,希望以上内容对大家有一定的帮助。
全自动钢筋笼滚焊机-力孚重工(在线咨询)-钢筋笼滚焊机由山东力孚重工有限公司提供。山东力孚重工有限公司(www.zjlyjx*)是一家从事“数控钢筋笼滚焊机,数控钢筋弯曲中心,数控钢筋弯箍机”的公司。自成立以来,我们坚持以“诚信为本,稳健经营”的方针,勇于参与市场的良性竞争,使“力孚”品牌拥有良好口碑。我们坚持“服务至上,用户至上”的原则,使力孚重工在钢筋和预应力机械中赢得了众的客户的信任,树立了良好的企业形象。 特别说明:本信息的图片和资料仅供参考,欢迎联系我们索取准确的资料,谢谢!