钢筋笼滚笼机多少钱-钢筋笼滚笼机-凌云自动化产品







其他表面缺陷:(1)焊缝成型不良的外观几何形状不符合要求。焊缝高,表面不光滑,焊缝太宽,焊缝向母材的过渡不平滑。 (2)错边的两个工件在厚度方向上交错,可以看作是焊接表面缺陷和组装成形缺陷。 (3)当单面焊接塌陷时,输入的热量太大,熔融金属太多,液态金属塌陷到焊缝的后部。在成形之后,焊缝的后表面升高并且前表面塌陷。 (4)表面孔隙和弧形凹坑收缩孔(5)各种焊接变形如角变形,变形,波形变形等属于焊接缺陷O角变形也是组装成形缺陷。孔隙和熔渣夹杂物A以及孔隙和孔隙是指在金属凝固和焊缝中形成的空隙之前在熔池中形成的孔。气体可以从外部被熔池吸收,或者可以通过焊接冶金过程中的反应产生。 (1)气孔分类气孔从形状上分开,具有球形气孔和蠕虫状气孔;它们可分为单个气孔和气孔组。成群的气孔均匀分布,有气孔,密集的气孔和链状气孔。根据孔隙中的气体组成,存在氢气孔,氮气孔,二氧化碳孔,一氧化硫孔,氧气孔等。焊接孔主要是氢气孔和氧气孔。

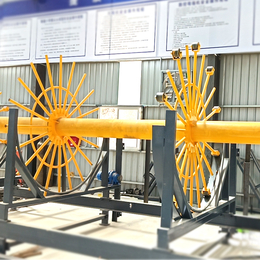
3.盘用于存放肋条,肋条通过付款器连接到骨架,骨架旋转,小车直行,卷绕肋条拉动盘片自行旋转。 4.速度调节;根据挡板间距的要求,在车轮下方制作10个标记,钢制保持架的数量为10圈,测量小车的距离,变频接近该值,频率设定为保留。也可以直接在钢保持架上测量和调整所需的间距值。主机速度确认不变后,根据变频器0-50的初始参数进行分频计算,可以快速调整所需的值。记录一个或多个确认值以备份。当场地足够时,可以使用手推车上的圆盘,并将圆形材料倒置一定距离。卷绕肋由卷取装置直接卷绕,也可与矫直机一起使用。工艺流程:钢筋笼式罗纹机GLJ-3000罗纹机加固井装卸→安装加固箍→主肋加强箍焊→捆扎螺旋肋→吊钢笼至孔安装→搬运隐藏程序→桩体浇筑。 3)钢筋笼的生产根据设计要求和桩的实际长度,在钢筋上进行钢筋的加固。当主筋被重叠时,保证35d或500m范围内的接头数量不超过主钢筋的50%。确保桩主肋的保护层不小于50mm,螺旋盘的长度应满足钢筋长度需要缠绕3至5圈;桩端的水平环应不小于3。根据钢筋的直径选择合适的槽宽的压力辊,并且可以使用两对压力辊。钢保持架肋板机通常确保钢杆插入压力辊中,并且上压辊和下压辊之间的间隙为3mm或更小是合适的。上压辊安装在框架上,旋转的手轮必须在送料前抬起。当材料进入压力辊时,立即拧下旋转的手轮。通过旋转手轮,钢筋笼滚笼机,板簧将材料压在压力辊之间。压力辊和加强杆之间的摩擦使材料前进。压力辊之间的夹紧力决定了牵引力,并且与整体工作质量有很大关系。通常,必须保持材料通过牵引力平稳地引导,并且当矫直缸旋转时,钢筋在压力辊槽中没有明显的旋转,这表明牵引力的调节是适当的。

原材料放置在现场时,应附上工厂质量证明或工厂检验报告单。进行外观检查,及时清除不合格目视检查的钢筋,并检查每根钢带或每根钢筋上的标志。质量证书的型号和批号(炉号)相同,规格和型号符合设计要求。同时,根据不同的批号和直径,每批取样量≤60t进行机械性能测试(通过测试的测试标准:如果有的话,如果样品的指数不合格,则为另一个样品应重新检验。如果一个样品仍不合格,则该批钢材被判定为不合格。测试完成后,对原材料进行分批和子模型化。批次和类型的钢筋用于制造原料识别板以确保有效分离。具体储存要求如下:(1)带状钢筋原料场需要现场硬化地面,不积水,钢筋笼滚笼机多少钱,不同类型的钢筋用槽钢分开,每种钢筋都用眼睛挂起 - 抓住招牌,堆放高度限制≤1.2米。 (2)盘式加固场需要场地硬化地面而不是积水。每种钢筋都悬挂着醒目的招牌,钢筋笼滚笼机的价格,堆叠层数不得≤2层。 (3)原材料钢材堆放要求:生产日期,原产地,钢筋笼滚笼机价格,炉号,进入日期,钢筋类型,使用地点,到货人数,自检日期,取样日期,自查人员和身份,抽样人员和身份,是否同意使用;****限高度≤1.0米。
钢筋笼滚笼机多少钱-钢筋笼滚笼机-凌云自动化产品由商丘市睢阳区凌云自动化机械有限公司提供。“钢筋盘笼机,门板自动化****设备,压力罐自动化生产设备等”就选商丘市睢阳区凌云自动化机械有限公司(www.gjlglj.cn),公司位于:商丘市睢阳区工业园,多年来,凌云自动化坚持为客户提供好的服务,联系人:陈经理。欢迎广大新老客户来电,来函,亲临指导,洽谈业务。凌云自动化期待成为您的长期合作伙伴!同时本公司(www.hnlyzdh.cn)还是从事桥面凿毛机,混凝土凿毛机,凿毛机厂家的厂家,欢迎来电咨询。