中山变位机-大型焊接变位机-上弘机械生产基地(****商家)
随着工业自动化的普及和发展,焊接变位机的应用也逐渐普及,主要是在汽车,电子,机械等领域的焊接,焊接变位机结合焊接机器人组成一个小型流水线可以更好地节约能源和****生产效率。
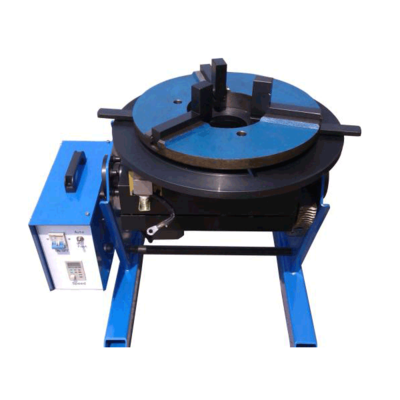
变位机是机器人柔性焊接工作站的核心部件,主要由钢结构、旋转轴、翻转轴、导轨、快速卡环等组成。
焊接机器人之辅助焊接变位机各部分的主要功能:
(1)钢结构为支撑部件;
(2)旋转轴使工位一和工位二的位置互换,达到焊接、卸货和装卡目的;(3)两个翻转轴为工位1或工位2的变位,使得机器人在****有利于焊缝成型的位置焊接和工件装卡;
(4)导轨作用是导向智能搬运器横移到变位机上取货;
(5)快速卡环主要是焊接不同工件时快速更换工装。


焊接机器人和变位机协调运动控制系统设技
作为焊接机器人和变位机的协调运动控制的解决方案,我们通常会将变位机和机器人作为一个整体,采用一个具有协调控制功能的控制系统来统一控制,这是一种行之有效的开发方法。然而,不少企业因为之前配置了大量焊接机器人,将原有的单机器人系统改造成具有与*变位机协调运动的作业系统,焊接变位机厂,就成为了企业的现实需求。因此前述的设计方法对于改造早期的封闭式单机器人应用系统并不适用,大型焊接变位机,能否设计一种方法解决二者之间的协调问题,成为当今焊接机器人研究的热点。

工艺措施
(1)焊前控制?下料应尽量避免采用火焰切割,采用等离子切割时应在满足质量要求的前提下选择尽量快的切割速度。如果条件允许,可以采用激光切割,由于激光切割能量更为集中,小型变位机,相比于其他两种热切割方式,可大大减少变形程度。
薄板件切割完毕后、成形前必须进行校平,中山变位机,提前释放内应力,以****后道工序中应力累加或释放而产生变形。折弯时应注意刀具和下模的选用和调整,以减少因刀具、下模本身弯曲、不匹配而造成的波浪变形。
(2)工装刚性固定?搭焊平台:框架结构承受焊接变形的能力远远强于平面结构,因此采用单件间点焊的方式使工件形成一个牢固的框架结构,这样可以大大****刚性进而*****变形能力。翼板也是如此,点固完成框架结构后,选择合适尺寸的方管、槽钢、板条等做工艺筋进行固定。

中山变位机-大型焊接变位机-上弘机械生产基地(****商家)由济南上弘机械制造有限公司提供。济南上弘机械制造有限公司(www.jnsh88*)位于济南市天桥区海风产业园。在市场经济的浪潮中拼博和发展,目前上弘机械在电焊设备与器材中拥有较高的*度,享有良好的声誉。上弘机械取得全网商盟认证,标志着我们的服务和管理水平达到了一个新的高度。上弘机械全体员工愿与各界有识之士共同发展,共创美好未来。






