泰格激光技术-韶关转子轴承位激光熔覆





广州泰格激光技术有限公司(TigerLaser),公司主要研制与销售电机转子轴激光*,转子轴承位激光熔覆,曲轴激光快修,在线激光*,在线激光快修工艺。转子轴承位激光熔覆
泰格激光——转子轴承位激光熔覆
304不锈钢激光淬火*加工、铸铁曲轴激光熔敷公司。激光淬火还具有以下特点4、淬火深度和轨迹容易控制,可对局部(沟、槽等)准确淬火;5、激光淬火清洁、****,不需要水或油等冷却介质;6、激光淬火淬硬层均匀,硬度高(一般比感应淬火高1-3HRC);7、激光表面淬火的硬化层深度一般为0.2-2mm。转子轴承位激光熔覆
泰格激光——转子轴承位激光熔覆
1.无需磨小尺寸,完i美*磨损部位;2.无变形,*过程不产生新的变形;3.稀释率低,热影响区小,不改变基体材质的力学及热处理状态;4.*层与基体为冶金结合,结合牢靠,耐冲击、重载,*脱落;5.*,*工期短,远非普通冷焊技术可比;6.直径方向*尺寸可达5mm,不产生裂纹;7.*层表面硬度可选,范围20HRC-60HRC。转子轴承位激光熔覆

广州泰格激光技术有限公司(TigerLaser),公司主要研制与销售电机转子轴激光*,转子轴承位激光熔覆,转子轴承位激光熔覆哪里找,曲轴激光快修,在线激光*,在线激光快修工艺。转子轴承位激光熔覆
泰格激光——转子轴承位激光熔覆
热处理工艺一般包括加热、保温、冷却三个过程,有时只有加热和冷却两个过程。这些过程互相衔接,不可间断。加热是热处理的重要步骤之一。金属热处理的加热方法很多,****早是采用木炭和煤作为热源,进而应用液体和气体燃料。电的应用使加热易于控制,且无环境污染。利用这些热源可以直接加热,也可以通过熔融的盐或金属,转子轴承位激光熔覆工艺好,以至浮动粒子进行间接加热。金属加热时,工件暴露在空气中,常常发生氧化、脱碳(即钢铁零件表面碳含量降低),这对于热处理后零件的表面性能有很不利的影响。转子轴承位激光熔覆
泰格激光——转子轴承位激光熔覆
工艺流程:(1)预处理工序:包括工件表面除油、除锈→喷砂清理(进一步清理)→熔覆前处理(将需要激光熔覆的区域清洗干净,韶关转子轴承位激光熔覆,将存在明显缺陷的区域整平);(2)质量检验工序:采用磁粉探伤、X射线探伤、荧光探伤或者显示剂探伤法对清洗干净的表面进行探伤,确定有无明显的缺陷区域存在。转子轴承位激光熔覆

广州泰格激光技术有限公司(TigerLaser),公司主要研制与销售电机转子轴激光*,转子轴承位激光熔覆,曲轴激光快修,在线激光*,在线激光快修工艺。转子轴承位激光熔覆
泰格激光——转子轴承位激光熔覆
五金模具激光熔敷*加工、轴类激光再制造表面强化。与普通淬火相比,激光淬火后淬硬层*细化,硬度普遍****15%~20%,*性能****1~10倍;淬火后表面产生约4000MPa的残余压应力,使表层强度及抵御疲劳性能得到明显****;由于激光加热、淬火速度****快,硬化层薄(0.3~0.5mm),热影响区小,转子轴承位激光熔覆找哪家,故淬火畸变微小;因自冷淬火,无淬火冷却介质的污染。转子轴承位激光熔覆
泰格激光——转子轴承位激光熔覆
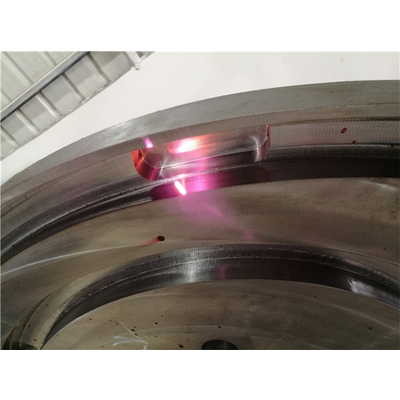
*过程采用激光熔覆工艺,*磨损部位,然后车削或磨削处理,*层无气孔、夹渣、裂纹。观察*层的显微*,发现上部*层*为细枝晶状或柱状的奥氏体,下部为基体的奥氏体*。过渡区上部为沿着散热方向生长的枝晶*,下部为基体奥氏体*。枝晶的排列非常规则,*均匀,因此*层的强度较高。同时可以看出,*层和基体之间的结合属冶金结合,结合强度高,不会出现脱落、起皮现象。因此转子轴经激光堆焊*后更*,使用寿命延长。转子轴承位激光熔覆

泰格激光技术-韶关转子轴承位激光熔覆由广州泰格激光技术有限公司提供。广州泰格激光技术有限公司(www.tigerlaser*)是从事“激光淬火加工,激光熔覆加工,激光淬火设备,激光熔覆设备”的企业,公司秉承“诚信经营,用心服务”的理念,为您提供****的产品和服务。欢迎来电咨询!联系人:张先生。





