全自动钢筋绕笼机多少钱-凌云自动化-贵阳绕笼机多少钱







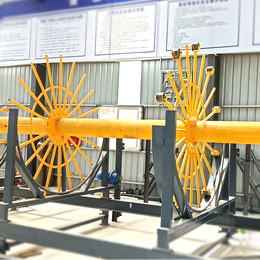
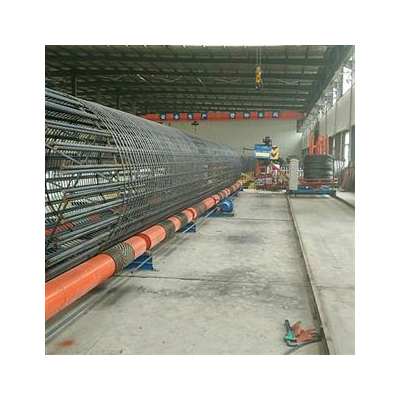
3.盘用于存放肋条,贵阳绕笼机多少钱,肋条通过付款器连接到骨架,骨架旋转,小车直行,卷绕肋条拉动盘片自行旋转。 4.速度调节;根据挡板间距的要求,在车轮下方制作10个标记,钢制保持架的数量为10圈,测量小车的距离,变频接近该值,频率设定为保留。也可以直接在钢保持架上测量和调整所需的间距值。主机速度确认不变后,根据变频器0-50的初始参数进行分频计算,可以快速调整所需的值。记录一个或多个确认值以备份。当场地足够时,可以使用手推车上的圆盘,并将圆形材料倒置一定距离。卷绕肋由卷取装置直接卷绕,也可与矫直机一起使用。工艺流程:钢筋笼式罗纹机GLJ-3000罗纹机加固井装卸→安装加固箍→主肋加强箍焊→捆扎螺旋肋→吊钢笼至孔安装→搬运隐藏程序→桩体浇筑。 3)钢筋笼的生产根据设计要求和桩的实际长度,在钢筋上进行钢筋的加固。当主筋被重叠时,保证35d或500m范围内的接头数量不超过主钢筋的50%。确保桩主肋的保护层不小于50mm,螺旋盘的长度应满足钢筋长度需要缠绕3至5圈;桩端的水平环应不小于3。根据钢筋的直径选择合适的槽宽的压力辊,并且可以使用两对压力辊。钢保持架肋板机通常确保钢杆插入压力辊中,并且上压辊和下压辊之间的间隙为3mm或更小是合适的。上压辊安装在框架上,旋转的手轮必须在送料前抬起。当材料进入压力辊时,立即拧下旋转的手轮。通过旋转手轮,板簧将材料压在压力辊之间。压力辊和加强杆之间的摩擦使材料前进。压力辊之间的夹紧力决定了牵引力,并且与整体工作质量有很大关系。通常,必须保持材料通过牵引力平稳地引导,并且当矫直缸旋转时,钢筋在压力辊槽中没有明显的旋转,这表明牵引力的调节是适当的。

原料堆放区域:按不同规格和高度存放,列于地面30cm以上。下支点确保钢筋不变形并保持干燥;钢材切割区域和加工区域:钢材切割,钢丝,磨削,生产等使用一整套半自动流水线作业;半成品,成品堆放区:用于成品半成品,成品钢筋,根据其检验状况和结果,使用零件进行鉴定,全自动钢筋绕笼机多少钱,分类存放;废弃物处理区:原料储存区两侧设置废弃区,废弃区与原料储存区分开;员工休息区:设置热水锅炉,桌椅,茶叶等,供员工临时休息。具体的规划布局如图1.1所示。

其他表面缺陷:(1)焊缝成型不良的外观几何形状不符合要求。焊缝高,表面不光滑,焊缝太宽,焊缝向母材的过渡不平滑。 (2)错边的两个工件在厚度方向上交错,可以看作是焊接表面缺陷和组装成形缺陷。 (3)当单面焊接塌陷时,输入的热量太大,熔融金属太多,液态金属塌陷到焊缝的后部。在成形之后,焊缝的后表面升高并且前表面塌陷。 (4)表面孔隙和弧形凹坑收缩孔(5)各种焊接变形如角变形,变形,波形变形等属于焊接缺陷O角变形也是组装成形缺陷。孔隙和熔渣夹杂物A以及孔隙和孔隙是指在金属凝固和焊缝中形成的空隙之前在熔池中形成的孔。气体可以从外部被熔池吸收,或者可以通过焊接冶金过程中的反应产生。 (1)气孔分类气孔从形状上分开,具有球形气孔和蠕虫状气孔;它们可分为单个气孔和气孔组。成群的气孔均匀分布,钢筋笼绕笼机多少钱,有气孔,密集的气孔和链状气孔。根据孔隙中的气体组成,半自动钢筋绕笼机多少钱,存在氢气孔,氮气孔,二氧化碳孔,一氧化硫孔,氧气孔等。焊接孔主要是氢气孔和氧气孔。
全自动钢筋绕笼机多少钱-凌云自动化-贵阳绕笼机多少钱由商丘市睢阳区凌云自动化机械有限公司提供。商丘市睢阳区凌云自动化机械有限公司(www.gjlglj.cn)拥有很好的服务和产品,不断地受到新老用户及业内人士的肯定和信任。我们公司是全网商盟认证会员,点击页面的商盟客服图标,可以直接与我们客服人员对话,愿我们今后的合作愉快!同时本公司(www.hnlyzdh.cn)还是从事桥面凿毛机,混凝土凿毛机,凿毛机厂家的厂家,欢迎来电咨询。