数控钢筋加工设备-中济鲁源现货出售-高速数控钢筋加工设备报价












数控钢筋加工设备的结构原理:
滚焊一般上轮在150mm,下轮90mm ,一般是一只主动轮,一只是被动轮。
0.25的用25KV的就够了,电流太大容易击穿工件。
滚焊又称缝焊,是用一对滚轮电****代替点焊的圆柱形电****,焊接的工件在滚盘之间移动,发生一个个熔核彼此搭叠的密封焊缝将工件焊接起来的方法。一般采用交流脉冲电流或调幅电流,也可用三(单)相整流、中频、高频的直流电流。滚焊广泛应用于油桶、罐头罐、暖气片、飞机和汽车油箱、火箭等密封容器的薄板焊接。一般焊接厚度在单板3mm以内。
数控钢筋加工设备需定期维护和*


数控钢筋加工设备需定期维护和*
数控钢筋加工设备属于建筑行业的辅助设备,从前都是人工进行数控钢筋笼焊接,高速数控钢筋加工设备图片,不仅效率低下,而且质量也存在问题。不过现在钢筋笼滚焊机已经解决了这个问题,但是也是需要定期维护和*才能保证钢筋笼的质量问题。
1.根据数控钢筋加工设备的日常工作情况以及时间的长短确认维护和*的周期。
2.对于设备出现异常的振动或者噪音应立即停车检查,排除故障。
3.数控钢筋加工设备每次维护和*的时候,要检查各处链条,皮带涨紧程度。
4.每隔六个月要更换一次减速机的润滑油。

数控钢筋加工设备原理特点和设备优势
我公司是一家研发生产自动化数控钢筋加工设备的大型工程装备企业。公司主要供应:数控钢筋加工设备,数控钢筋笼滚焊机等工程设备。
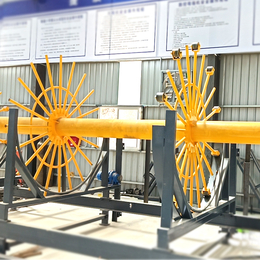
数控钢筋加工设备原理特点和设备优势需要在设备上制作骨架时(人员少,工作量不足,高速数控钢筋加工设备报价,无机械连接、单节钢筋笼等情况),可按人工制作方式生产,数控钢筋加工设备,利用胶辊带动骨架转动,可完成全部主、箍筋焊接生产。完工的骨架不下设备,继续进行绕筋工作。还可在机器上点动钢筋笼,完成焊接机器上骨架制作过程;
数控钢筋加工设备备齐一节钢筋笼所需箍筋按位置平放两胶辊上,将一根主筋抬放于胶辊长度上方,调整好起始尺寸,竖直箍筋,主筋靠着箍筋单面施焊,待主筋转至上方再补焊。
数控钢筋加工设备焊完一节主、箍筋,低速转动胶辊,高速数控钢筋加工设备多少钱,抬第二根主筋准备焊接。此时按选定生产工艺确定旋转方向,采用卡具(比子)制作骨架时,待第二根主筋或多根主筋焊完后,主筋下行。若采用挂钩工艺则反向旋转,应注意多根主筋焊好后有可能出现偏重,可将小车部分;车架、圆盘、放线器、轨道、行走轮、电机等组成。
数控钢筋加工设备圆盘用于缠绕筋存放,绕筋通过放线器连接于骨架,骨架旋转、小车直行,缠绕筋拉动圆盘自行转动。
数控钢筋加工设备调速;按绕筋间距要求的10倍在车轮下方做记号,数钢筋笼转10圈整,测量小车行走距离,变频调速至接近该数值为宜,并记住变频调定值备用。也可直接在钢筋笼上测量与调整要求的间距值。在主机速度确认不变后,根据变频器初始参数0-50均分并计算,可以快时间调到所需数值。确认的一个或几个数值记录备用。场地足够时可以不用小车上的圆盘,在一定距离上将盘圆材料后倒卧放,缠绕筋直接通过放线器进行绕筋工作,也可以用调直机配合使用。
高速数控钢筋加工设备图片-中济鲁源-数控钢筋加工设备由山东中济鲁源机械有限公司提供。山东中济鲁源机械有限公司(www.zjlyjx*)拥有很好的服务和产品,不断地受到新老用户及业内人士的肯定和信任。我们公司是全网商盟认证会员,点击页面的商盟客服图标,可以直接与我们客服人员对话,愿我们今后的合作愉快!