力孚重工机械生产(多图)-钢筋笼滚焊机厂家-钢筋笼滚焊机







钢筋笼滚焊机属于生产制作钢筋笼的机械设备,钢筋笼滚焊机在我国的钢筋行业起着重要的作用,不仅****了工作效率而且还节省了一定的人力劳动,那么我们在操作钢筋笼滚焊机时怎样可以减少故障发生呢?
1.首先我们在操作钢筋笼滚焊机期间应定期的*和维护,不仅可以减少故障的发生而且还能延长使用寿命,在操作钢筋笼滚焊机严格的按照规程操作可有效的减少故障的发生。
2.操作钢筋笼滚焊机的工作人员应有熟练的技术以及熟悉的了解钢筋笼滚焊机的使用性能,出现异常情况时可以及时的进行解决从而减少对钢筋笼滚焊机的磨损。
3.禁止钢筋笼滚焊机超负荷工作,超负荷工作会严重的磨损各部缩短使用寿命,影响钢筋笼滚焊机的正常使用。
在操作钢筋笼滚焊机时应做到定人定岗操作,禁止擅自离岗,应随时的观察运行状况,保证钢筋笼滚焊机的正常使用从而可有效的减少故障的发生,希望以上内容对大家有一定的帮助。
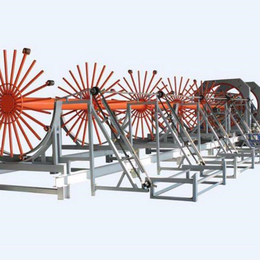
钢筋笼滚焊机


钢筋笼滚焊机各步骤具体操作如下:
a)设备安装调试在设备安装时,主要考虑钢筋笼的大小、同排主筋数量、主筋的间距、箍筋的间距等因素,固定盘和移动盘的螺栓数量和间距由设计图纸中钢筋笼直径、主筋数量和间距来控制,拖动系统的行走速度由箍筋间距来决定,钢筋笼旋转一周,移动盘向前行走距离为箍筋绕主筋一周的长度;
b)上料 把主筋安放到主筋料架上,每次安放主筋的数母符合设计图纸中钢筋笼主筋数云要求;把口盘箍筋安放到箍筋料架上,并让箍筋穿过箍筋矫直机构;
c)穿筋、固定 主筋通过分料盘穿过固定盘到移动盘,并在移动盘对其进行固定,主筋的间距符合设计图纸要求,按照设计图纸的要求,把加工好的加强钢筋箍放到主筋笼内;
d)起始焊接 将箍筋和主筋交叉焊接固定,箍筋并排连续绕两圈,并与主筋焊接牢固;
e)正常焊接 分料盘和固定盘同步旋转,使箍筋连续在主筋上缠绕,并进行焊接;同时移动盘按照箍筋间距设置的参数,在拖动系统下缓慢向前移动,并按照设计要求,对加强钢筋箍进行*焊接;
f)终止焊接 一节钢筋笼箍筋焊接完成后.终止焊接作业;
s)切断箍筋 根据一节钢筋笼箍筋预留的长度,把箍筋切断;
h)分离固定盘 向前移动加工完成的钢筋笼,使钢筋笼和固定盘完全分离;
i)松筋 松开钢筋笼滚焊机固定主筋和移动盘的螺栓;
i)分离移动盘 移动加工好的钢筋笼,使钢筋笼和移动盘完全分离;
k)卸笼 把加工好的钢筋笼移离支撑架,并把钢筋笼垫高覆盖;
l)降下支撑架 降下支撑架使其归位;
m)移动盘归位 移动盘归位,准备生产下一节钢筋笼。


1.首要要挑选一个建立场地:钢筋笼制造时要求防雨防潮,出入便利,然后就是拉好安全电源。
2.选购原材料:按图纸设计的要求挑选钢筋,钢筋笼滚焊机多少钱一台,截取钢筋后并送到相关质量检测部门进行查验。用电弧焊焊接钢筋要按施工要求挑选焊条,焊条的质量将会影响钢筋笼的质量。假如有条件能够买我司出产的钢筋笼滚焊机。
3.加工制造时应要求进行钢筋加工,钢筋笼滚焊机型号,将制造好的钢筋笼交于监理人员查验是否合格。
4.制造操控要点
钢筋加工前应查看钢筋表面有油渍、漆污、铁锈、浮皮等可用人工除锈,使其表面洁净
钢筋部分假如弯曲度超越规范的话,应矫直后才可使用。
切开时要保证断料的长度准确性直径12mm以下的可用人工切开;直径40mm以下的钢筋可用机械切开。
操控差错应根据图纸和配料单所表示的规格、尺度操控在规定规模之内。
5.钢筋笼焊接制造
施焊前,钢筋的装配与*应符合下列要求:
首要选用帮条焊时间隙应为2.5mm;选用搭接焊应保证两钢筋的轴线在同一直线上,不得错开搭接焊;帮条与主筋之间用四点*焊固定,搭接焊时两点固定,*焊缝应离帮条或搭接端部20mm以上。
施焊时,引弧应在帮条或搭接钢筋的一端开端,收弧应在帮条或搭接钢筋端头上,钢筋笼滚焊机,弧坑应填满。多层施焊时,一层焊缝应有满足的熔深。主焊缝与*焊缝,特别是在*焊缝的始终端,应熔合良好。
钢筋接头选用帮条焊或搭焊时,焊缝长度不该小于帮条或搭接长度,焊缝高度应大于等于0.3d,并不小于4mm;焊缝宽度大于等于0.7d,并不小于10mm。
6.外观查看
钢筋电弧焊接头外观查看应在接头清渣后逐一进行目测或量测. 接头处不得有裂纹,焊缝表面平坦,不得有较大的凹陷、焊瘤。
当有外观查看不合格接头时,经修理或补强后,可提交二次验收。
钢筋焊接必须做强度查验,以300个同类型接头(同钢筋等级、同接头方式、同焊接方位)作为一批,不足300个时,按一批计。强度查验时,从成品中每批切取三个接头进行拉伸试验。
7.钢筋笼的安装
钢筋笼制造完后堆放在平坦的当地以防变形;在运输过程中也应采取办法保证其不变形不扭曲;必要时应加固处理, 钢筋笼在孔内立焊时,应符合焊接规范。
钢筋笼滚焊机-钢筋笼滚焊机多少钱一台-力孚重工(推荐商家)由山东力孚重工有限公司提供。山东力孚重工有限公司(www.zjlyjx*)是山东 济宁 ,钢筋和预应力机械的*,多年来,公司贯彻执行科学管理、*发展、诚实守信的方针,满足客户需求。在力孚重工*携全体员工热情欢迎各界人士垂询洽谈,共创力孚重工更加美好的未来。