小型镗铣头-景瑞机械(在线咨询)-镗铣头
龙门加工中心主传动系统和滑枕结构优化设计机床结构
XHT2420龙门加工中心总体结构为由双立柱和固定横梁组成封闭框架、工作台移动的龙门式定梁结构,X、Y、Z三个进给轴联动,工作台移动采用伺服电动机驱动消隙双齿轮、精密齿条机构,在床身上沿直线滚动导轨做X向往复纵向运动,伺服电动机驱动滚珠丝杠副带动拖板沿横梁上的直线滚动导轨做Y向往复横向运动;由伺服电动机驱动滚珠丝杠副带动垂直滑枕上的镗铣头做Z向往复运动。
机床主轴配置了五面加工头,采用了立卧组合主轴头,同时具有立式和卧式主轴,恒温冷却,主轴自动完成5°×72mm转位, 主轴立卧换刀由电气、液压和气动共同配合完成60把链条刀库的全自动换刀。零件经一次装夹,可以对工件进行五面加工,可完成除安装面外其余各面及孔系的加工,确保被加工零件的各面、孔之间的加工精度,小型镗铣头,适用于多种板类、箱体类和机架类零件的数控加工,一次装夹可以对工件进行镗、铣、钻、铰和攻螺纹等各项操作。机床主体结构布置如图1所示。
XHT2420的主要技术参数为:主轴功率22/26kW,主轴扭矩560N·m,主轴转速200~3 500r/min,工作台尺寸2m×6m,镗铣头厂家,滑枕镗铣头行程(Z向)1 000mm,三坐标大移动速度12m/min。






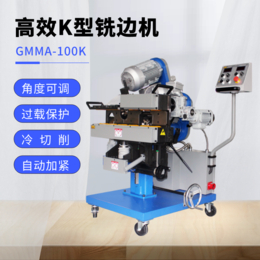
方滑枕万向侧铣头
包括C轴自动转位机构,其C轴自动转位机构包括设置在上箱体的内侧的拉环体、转位内齿轮和转位外齿轮,拉环体定心连接于上箱体的内孔,
拉环体与转位内齿轮通过螺钉相连,拉环体的上端与下牙盘通过螺钉相连,拉环体的下端与下箱体通过螺钉相连,转位外齿轮与机床主轴相连,转位外齿轮的上端与锥柄的下端螺纹连接,转位外齿轮的下端与传动机构的输入端相连,转位内齿轮套设在转位外齿轮的外侧,转位内齿轮的齿部与转位外齿轮的齿部之间具有纵向间隙。本发明具备C轴自动转位功能,镗铣头,自动化程度较高,填补了以往加工一些复杂零件特别是需要进入深腔实现多角度加工的零件加工领域的空白。

龙门加工中心主传动系统和滑枕结构优化设计
优化设计滑枕的加工工艺性分析。经结构优化设计的滑枕如图6所示,原滑枕内腔有4个轴承孔,精密镗铣头,加工和安装时需同时考虑四个孔的同轴度,给加工及装配带来****大的困难。特别是滑枕中间位置上的轴承孔加工更是难中之难。现在只保留滑枕左端内腔1个轴承孔,距左端面孔深只有416mm,这样就可以采用悬臂镗削法对滑枕孔系进行加工。首先加工左端孔,然后工作台回转180°,找正工件导轨面精度不大于0.01mm/1 500mm,镗主轴孔。采用悬臂镗削法,加工过程辅助时间少、测量方便,完全可满足零件的精度要求。
小型镗铣头-景瑞机械(在线咨询)-镗铣头由高密市景瑞机械制造有限公司提供。高密市景瑞机械制造有限公司(www.gmfeihong*)是从事“镗铣头,动力头,铣削动力头,蜗母条,角度头”的企业,公司秉承“诚信经营,用心服务”的理念,为您提供****的产品和服务。欢迎来电咨询!联系人:张经理。