精密冲压模具-天津冲压模具-天津璐瑞达模具设计(查看)





五金冲压模具加工工艺分类
目前按完成工序的性质分类,包括冲裁模、弯曲模、拉深模等;按工序的组合程度分类,包括单工序模、级进模、复合模等;按自动化程度分类,包括全自动模、半自动模、手动模;按模具材料分类,包括聚氨酯橡胶模、钢模等;……看你从哪个角度说。如果是按一种分类,具体包括冲孔模、落料模、切边摸、切断模、剖切模、整修模、切舌模、弯曲模、拉弯模、拉伸模、卷圆模、胀形模、翻边模、翻孔模、缩口模、扩口模、校平模、精冲模等。

冲压模具的装配的注意事项及修理内容
冲压模具的各个零件加工制作完成后,就可以进入总装阶段。由于模具的零件的精度高,误差小,所以按照时除了要准确*,还要安排好正确的安装顺序才能保证冲压模具的正常工作。
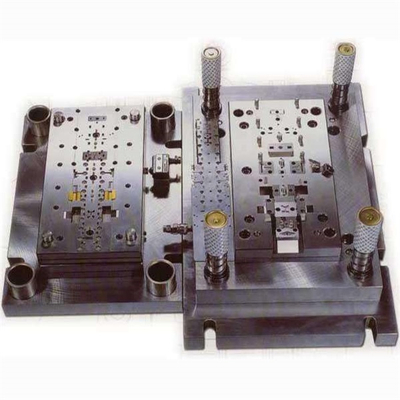
首先安装冲压模具的上下模座,精密冲压模具,上模座安装在冲床或压力机的滑块上,天津冲压模具,下模座安装在冲床或压力机的工作台面上。上下模座固定完毕后,可以进行模具零件在模座上的安装,保证正确准确的安装位置,避免出现误差导致模具无法正常工作。冲压模具

在进行凹凸模安装时,其间需留有均匀的冲裁间隙,五金冲压模具厂家,保证冲压质量及延长冲压模具使用寿命。上下模具的装配顺序应该根据模具结构确定,对于有导柱和无导柱的模具安装分别确定不同的安装方法。对于复杂的冲压模具安装需要根据上下模零件安装所受的限制大小确定合理的装配顺序。有时不恰当的安装顺序不仅影响后面的安装工作,还有可能出现不能安装的情况,所以正确的安装顺序至关重要。

冲压模具临时修理是指不必折模只需在机台上调模或仅折待修的零配件.主要包括以下几个方面:
(1)利用备用件更换。
(2)用油石刃磨已经磨钝了的凸凹模刃口。
(3)更换弹簧橡胶,紧固松动了的螺丝。
(4)紧固或电焊堆焊松动了的凸模。
(5)调整冲模间隙及*装置。
(6)更换新的顶料装置。
精密冲压模具-天津冲压模具-天津璐瑞达模具设计(查看)由天津璐瑞达科技有限公司提供。天津璐瑞达科技有限公司(www.tjlrdkj*)是从事“工业设计,模具制造,产品加工”的企业,公司秉承“诚信经营,用心服务”的理念,为您提供****的产品和服务。欢迎来电咨询!联系人:王经理。






