矿用液压式皮带硫化机煤矿皮带修补硫化器金诚批发零售
矿用液压式皮带硫化机 煤矿皮带修补硫化器 井上井下硫化器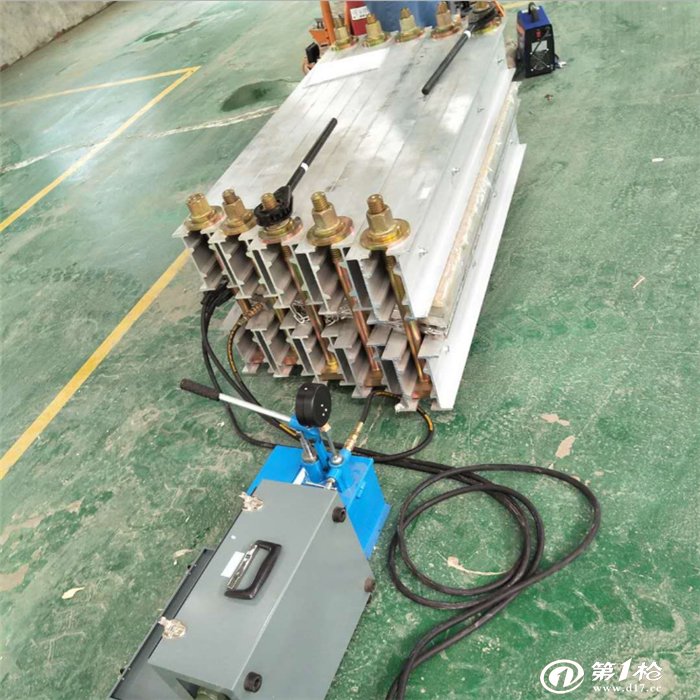

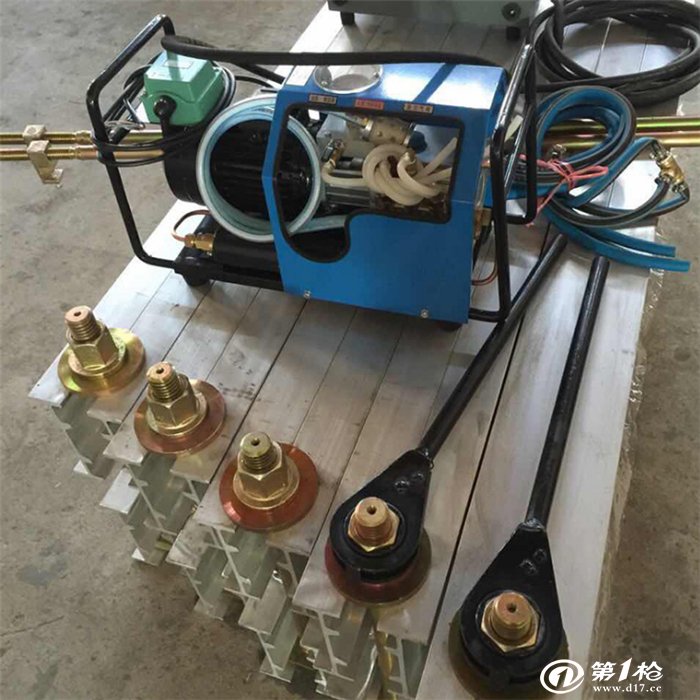





硫化机水压泵高压管,硫化机输入线航空插头,五芯扁插头,快速接头,硫化机测温电阻价格厂家,硫化机水压泵,硫化机配电箱价格,硫化机水压泵高压管,硫化机配件安装。
矿用液压式皮带硫化机结构:
1.机体为固定的框架式,结构紧凑,刚性良好,在大合模力作用下变形小,有利于轮胎寿命和轮胎质量。虽然液压式硫化机也是双模腔,但从受力角度看,只是两台单模硫化机连结在一起,在合模力作用下,机架微小变形是以模具中心线对称的;
2.机器的左右机架可以各配一套控制系统,可进行单独控制,*工作;
3.机器精度高,大大****轮胎定型精度。开合模时,上模部分仅作垂直上下运动,可保持很高的对中精度和重复精度;另一方面,对保持*模的精度也较为有利;
4.各动作快速平稳,大大减少了硫化机辅助时间;
5.上下合模力受力均匀,不受工作温度影响;
6.机器各动作简单有效,在用户使用过程中,基本上没有易损件,备件需要更换。
电热式胶带硫化机电热管主要用于硫化机模板加热,主要采用不锈钢管制作,分为不锈钢单头、双头管,并针对产品在工作状态下,管表面温度很高,及热态绝缘及泄漏电流要求,内部设计采用高温氧化*及****发热线,选择耐高温不锈钢管,充分考虑安装和使用环境,并对元件封口要求采用特殊处理,以满足客户对设备发热元件安全及寿命需求。
在活塞式硫化机液压传动系统中,硫化机活塞在液体压力作用下可以双向运动,但是平板硫化机很少采用活塞式结构,其中活塞式平板硫化机和柱塞式平板硫化机比较,活塞式平板硫化机制造复杂价格昂贵。除此之外还需活塞杆轴助密封装置。液压缸中柱塞的密封装置是平板硫化机的重要装置,硫化机所产生的压力和完成给定生产周期能力全靠密封圈完好地工作来保证。
矿用液压式皮带硫化机硫化过程:
硫化接头硫化前检查硫化机紧固螺栓是否齐全紧固,电控箱、水泵及各接线位置正确。
2、加压、升温:随着温度上升,压力应逐渐增高。温度达50℃时,压力达0.5Mpa;温度达80℃时,压力为1Mpa;温度到100℃时,将压力增加至1.8Mpa;当温度上升到145℃时,开始计正硫化时间,正硫化时间达到45分钟时,停止加热板送电加热,保压冷却,当温度降低至70℃时,拆除硫化设备的上梁及上加热板,检查接头,切除毛边。
3、技术要求:硫化接头时,必须按要求掌握加热温度、水压压力在规定要求内、正硫化时间内,必须保证水压不低于1.75Mpa,上下加热板温度差不超过3℃.
矿用液压式皮带硫化机硫化结束:
1、对胶带接头的正反面进行检查,有无气泡,露钢丝绳现象,接头是否平整,接头是否有海绵状现象,作好记录。
2、拆除,松胶带的各夹板,清理现场,安装拆除的机架涨紧胶带,恢复胶带停运前的状态。
3、接头冷却到自然温度后,方可开皮带运行





