水泥制管设备生产-漯河水泥制管设备-三龙水泥制管机

生产钢筋混凝土水泥管,需要准备的设备及原料:水泥制管机、水泥管制造原料,还需要准备钢筋骨架原料。
钢筋骨架制作:环筋直径小于或等于8 mm时,水泥制管设备生产厂家,应采用滚焊成型;环筋直径大于8 mm时,漯河水泥制管设备,应采用滚焊成型或人工焊接成型。当采用人工焊接成型时,焊点数量应大于总联接点的50%且均匀分布。钢筋的连接处理应符合JGJ 95的规定。
钢筋骨架的环向钢筋间距由设计计算确定,并不得大于150mm,且不得大于管壁厚度的3倍。钢筋直径不得小于3.0 mm。骨架两端的环向钢筋应密缠l~2圈。
钢筋骨架的纵向钢筋直径不得小于4.0 mm。纵向钢筋的环向间距不得大于400mm,且纵筋根数不得少于6根。






想要买水泥制管设备的客户,水泥制管设备价格低,主要关注产品的卖价,一般来说,价格太低,成本在哪里摆着,客户也不会相信你的设备有多么的好,多么的*,同时和其他厂家的一比较,优劣就很明显了。便宜的客户不要,太贵了,客户购买后,也会心里有疑虑,真的值真么多钱?我是不是买贵了?客户的心理永远是这么多疑虑的,那么对于产品销售来说,怎么把握好客户的心理,能在****适合的时候,说出zui合适的话,还能解决客户的疑问,这样的销售才是****成功的。

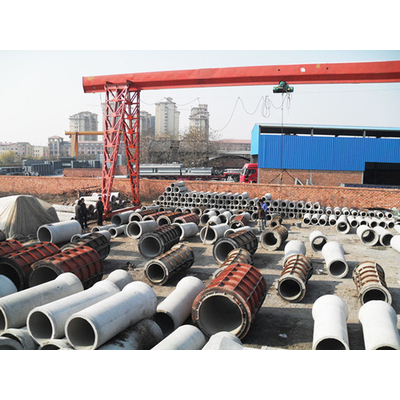
水泥管的径向挤压制管过程,水泥制管设备生产,径向挤压制管工艺过程主要包括:管模和底板的清理和组合、径向挤压制管、快速脱模、热养护、翻管、堆放养护及成品入库。
在生产工艺过程中,管模由一侧铰接、另一侧用扣锁锁紧的两半模组成。桥吊将脱出并清理的管模吊至回车道末端小车上与底板组合,再由自动吊具将组装好的管模放在制管机旋转台的圆口上,然后使转台转动180°,使管模与挤压辊对中,料斗下降至管模上口,并放下挤压辊。启动挤压辊、喂料机、转动底板及承口成型装置的振动器。叶片将混凝土抛向模壁,在挤压头及振动底板的共同作用下,使承VI密实成型。随即停止底板的旋转与振动,并开始成型管体韵圆筒部分,为此启动挤压头的提升机构。待全部成型完毕,将转台旋转180°,已成型好的管模置于吊车作用半径内,另一备好的管模同时送入成型工位。吊车将成型好的管模送到隧道窑前的小车上,脱出的管模送去与底板组合。依管径之不同,每车可敖12~20根管子。
水泥制管设备生产-漯河水泥制管设备-三龙水泥制管机由青州三龙建材设备厂提供。行路致远,砥砺前行。青州三龙建材设备厂(www.qingzhousanlong*)致力成为与您共赢、共生、共同前行的战略伙伴,更矢志成为钢筋和预应力机械较具影响力的企业,与您一起飞跃,共同成功!






