电器组装线-石排镇组装线-锦翔自动化(查看)
面议
中国
来电请说明在第一枪看到,谢谢!
组装线*轮换生产时,要在变更品种时,陶瓷卫浴组装线,采取相应措施,使变换品种的损失减至小限度。减少变更产品的损失计划安排中必须变更产品品种时,应采取费事、费时****少的变动办法。

对于变动的方法有同时变更与顺序变更之别。对那些经常发生变动的流水线设备,好能利用休息时间或在下班以后进行。这在方案中必须注明。顺序变动的方式在不中断流水线的情况下
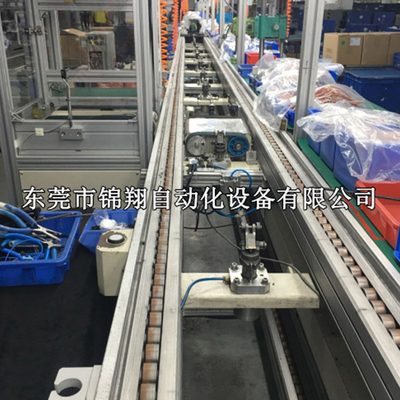
一般的话组装线是人和机器的一个有效组合,可以进行****充分体现流水线设备的生产灵活性,它将输送系统,就是可以随行夹具和在线专机,检测设备有效的组合联机生产,工装板组装线,以满足多品种产品的流水输送要求。

组装线的传输方式有同步传输的强制式也可以是非同步传输柔性式,根据配置的选择,然后就是可以实现装配还有输送的要求的。对于输送线在企业的批量生产中不可或缺,电器组装线,为企业节省人力成本,****生产效率。
再带动横杆(特别制造铝型材材质)运动,以便达到左右移送之目的;上下传动由伺服传动轴带动特别制造的涡轮减速机轴运转,以达到上下升降之目的;吸料手臂就固定在横杆上,由真空吸盘或电磁铁又或气动夹爪组成,主要是根据产品工件来选择。

多台组装线冲床机械手横杆式机械手中,由于横杆材质所限制,所以手臂抓取单件产品重量有限,石排镇组装线,基本上每支手臂的承载量为5Kg,如果多机连线超过10台压力机以上,则每支手臂的承载量要小于3Kg。
电器组装线-石排镇组装线-锦翔自动化(查看)由东莞市锦翔自动化设备有限公司提供。行路致远,砥砺前行。东莞市锦翔自动化设备有限公司(www.dgjinxiang888*)致力成为与您共赢、共生、共同前行的战略伙伴,更矢志成为传送带较具影响力的企业,与您一起飞跃,共同成功!

以上内容为电器组装线-石排镇组装线-锦翔自动化(查看),本产品由东莞市锦翔自动化设备有限公司直销供应。
声明:第一枪平台为第三方互联网信息服务提供者,第一枪(含网站、小程序等)所展示的产品/服务的标题、价格、详情等信息内容系由会员企业发布,其真实性、准确性和合法性均由会员企业负责,第一枪概不负责,亦不负任何法律责任。第一枪提醒您选择产品/服务前注意谨慎核实,如您对产品/服务的标题、价格、详情等任何信息有任何疑问的,请与该企业沟通确认;如您发现有任何违法/侵权信息,请立即向第一枪举报并提供有效线索。我要举报




